
Видео: больше полезной информации о вытяжке в гараже
Вы хотите получить более полное представление об обустройстве вентиляции в гаражном помещении? Тогда вам точно пригодится данный материал на видео. Здесь собрано много полезной информации, есть хорошие советы от опытных автолюбителей, которые делали вытяжки в гаражах.
https://youtube.com/watch?v=l7cdLo_uuVc
Особого внимания, безусловно, заслуживает вентиляция в подвале или погребе гаража. Там тоже обязательно должна быть установлена эффективная вентиляционная система. Постарайтесь запомнить все ценные рекомендации, важные сведения из следующего ролика на видео.
https://youtube.com/watch?v=5tW7VZbc8CA
Конечно, материал хорошо воспринимается и запоминается, когда все представлено в формате видео. Изучайте также наши фото, схемы. И вам непременно удастся сделать качественную вытяжку для гаража.
Вытяжка и вентиляция в гараже защитит от многих проблем, которые возникают при отсутствии такого элемента. Внутри помещения постепенно накапливаются токсины, отравляющие организм. Если сначала концентрация паров от сжигания топлива незначительна, то со временем эти вещества вызывают головные боли, вялость и другие признаки интоксикации.
Другая причина обязательного обустройства вентиляции – излишняя влажность. Она приводит к разрушению металлических частей автомобиля, вызывает коррозию. Также от этого страдает сама постройка – стены и опоры теряют прочность, на поверхности образуется плесень.
Устройство вытяжки для сварочного поста своими руками
В больших пространствах сварочную вытяжку лучше собирать профессионалам, особенно если оборудования много, но если сварочный цех небольшой, то можно организовать качественную вытяжку сварочного поста и своими руками. Тем более, все ее составляющие уже закуплены, вид определен, а расчеты сделаны. Нужно только правильно все собрать.
Схема вентиляции сварочного поста
Вся работа делится на два этапа. Первый будет заключаться в установке общей вентиляции:
- Рядом со стеной, ведущей на улицу, делается вентиляционная камера. Далее ставят уличный вентилятор со специальной системой фильтрации, а также дополнениями для охлаждения и подогрева потока. Через полость в стене вентилятор будет всасывать чистый уличный воздух.
- Канал для движения воздушного потока устанавливают от камеры вентиляции к потолку.
- Еще один вентилятор с фильтрами должен появиться на чердаке, к нему подводится труба, по которой будет уходить отработанный воздух.
- В потолке делаются отверстия, которые соединяют с чердачным вентилятором с помощью вентиляционных каналов.
https://youtube.com/watch?v=Lhf9vweRTyw
Так получается вентиляционная система смешанного типа, и вертикальная, и горизонтальная одновременно. Приточное оборудование будет подавать воздух по-разному, из-за чего он не будет застаиваться и будет возможность избежать «слепых зон» в углах мастерской.
Далее начинается второй этап, где собирается локальная вентиляционная линия, с вытяжкой для сварки у рабочих мест. Такая вытяжка не позволит большей части вредных веществ распространятся по всему цеху. Тут все проще, сбоку над верстаком рабочего места устанавливается колпак с вентилятором. К нему подсоединяется труба для вывода вредных газов, которая выводится на улицу через крышу или боковую стену.
https://youtube.com/watch?v=SFf1HTi1mgw
Вентиляция для сварочного процесса очень важна, так как выбросы ядовитых веществ очень велики, даже если сварщик будет в защите, нагрузка на его легкие все равно слишком велика. Но это можно исправить, собрав вентиляцию сварочного поста. Тем более что это нетрудно, если правильно определить ее состав и сделать необходимые расчеты с опорой на СНиП.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
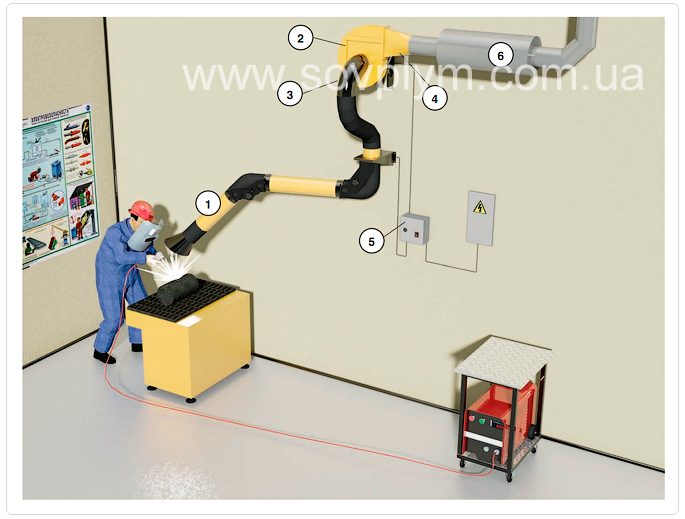
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.










Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная” схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
>
Оборудование поста электросварщика
При оборудовании сварочного поста (стационарного или передвижного) для электросварки должны соблюдаться следующие условия:
- заземление подключается к рабочему столу и корпусам оборудования;
- хорошая освещенность поверхности рабочего стола (допускается сочетание искусственного света с естественным);
- пол из огнестойкого материала;
- крышка стола из стали или чугуна, толщиной не меньше 20 мм, с подключенным кабелем массы;
- ящики или карманы для хранения инструмента, электродов, технической документации;
- табурет с сидением из изоляционного материала для сварки сидя;
- наличие на полу возле стола резинового коврика.
https://youtube.com/watch?v=EXfQ1S_Bpr8
Когда сварка проводится на открытом воздухе, рабочее место накрывают навесом или тентом из водонепроницаемого материала для защиты от дождя, снега, солнца.
Стационарный
Сварочные посты стационарного типа делают в виде кабинок без верхнего перекрытия.
![]() Пример стационарного сварочного поста
Пример стационарного сварочного поста
При обустройстве учитывают требования нормативных документов:
- Площадь не ниже 3 м², стенки высотой от 2 м. На входе навешивают ширму из брезента или негорючего пластика.
- От пола до нижнего края стенок оставляют вентиляционные зазоры размером не меньше 50 мм. При работе с инертным газом промежуток увеличивают до 300 мм. Зазоры закрывают металлической сеткой с мелкими ячейками.
- Устанавливают стол со столешницей не меньше 1 м². Для работы в положении сидя его высота 60 — 70 см, для сварки стоя от 85 см.
- Стенки делают из листового железа, асбоцементных плит или негорючих материалов, обработанных огнеупорным составом.
- Над столом устанавливают светильник.
- Стенки покрывают краской светло-серого цвета, обладающей способностью поглощения ультрафиолетового излучения (составы на цинковой основе или титановые белила).
- Устанавливают вытяжку или при организации сварочного поста в цеху подключают к централизованной системе приточно-вытяжного воздухообмена.
- Пол заливают бетоном или закладывают кирпичом.
- Внутри кабины устанавливают рубильник для быстрого отключения электрооборудования, если возникнет нештатная ситуация.
![]() Общий вид типового сварочного поста
Общий вид типового сварочного поста
Передвижной
При оборудовании передвижных сварочных постов для ручной сварки не требуется организация воздухообмена, соблюдение размеров рабочего места. Однако требования ПБ, которые предъявляются к стационарному типу, должны соблюдаться. Тележка для перемещения оборудования должна быть с удобными колесами, обеспечивающих перевозку поста без приложения чрезмерных усилий.
![]() Пример передвижного сварочного поста
Пример передвижного сварочного поста
Для проведения сварки используют переносной сварочный аппарат с комплектом кабелей, который перемещают вдоль объекта. Для защиты от непогоды передвижной пост комплектуется щитами для установки навеса. Инструменты и электроды хранят в тумбах и креплениях. Чтобы защитить находящихся рядом людей от светового излучения, рабочее место огораживают переносными щитами. При прокладке протяженных трубопроводов передвижные сварочные посты обустраивают в небольших вагончиках на колесах от автомобилей с автономным электрогенератором.
Необходимость вентиляции на сварочном посту
При выполнении работ с использованием дуговой или плазменной сварки происходит испарение металла или выгорание части защитного покрытия электродов. Попадающие в атмосферу соединения вредны для здоровья персонала. Проблему усугубляет аппаратура с подачей защитных газов, дополнительно ухудшающих качество воздуха в помещении
В связи с этим важно обеспечить:
- удаление посторонних примесей из зоны выполнения сварки при помощи локальных отсосов;
- поддержание микроклимата на рабочем месте;
- отвод газов и мелкодисперсных частиц из цеха через вентиляционную систему;
- подачу свежего воздуха, обеспечивающего снижение концентрации вредных примесей.
Вентиляция сварочного поста в Санкт-Петербурге (СПб)
Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.










Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Устройство и виды вентиляции в цехах для сварки
В сварочном цеху обустраивается два вида воздухообмена:
- общеобменный;
- локальный.
![]()
В сварочном цеху устанавливаются два вида воздухообмена: общеобменный или локальный Локальная система удаляет 75% всех вредных элементов, выбрасываемых в воздух во время работ. Остальные 25% удаляет общеобменная вентиляция. Если потоки подаются горизонтально, они обязательно охватывают всё помещение. В цехе не должно образовываться «мёртвых» участков, особенно это касается углов, где застаивается отработанный воздух с большой концентрацией вредных элементов. Схема с горизонтальной подачей воздуха отлично подходит для сварочных помещений небольшой площади.
Приточные каналы с вентиляторами устанавливаются на высоте до 4 метров. Вытяжные каналы оснащаются вентиляторами аналогичной мощности и обустраиваются на противоположной стене. Высота расположения каналов должна быть одинаковой.
Расстояние между стеной с притоком и стеной с вытяжкой не должно превышать 100 метров. Если расстояние больше, отработанный воздух будет скапливаться в центральной зоне помещения. Мощность вытяжного вентилятора не должна быть меньше мощности прибора на входе, в противном случае загрязнённый воздух будет застаиваться.
Вертикальная система предусматривает использование подвального помещения. Там монтируются приточные каналы. Под полом цеха монтируются вентиляторы. Отверстия в полу закрываются специальными металлическими решётками.
Диаметр ячеек не должен превышать 50 мм. Скорость потоков при выходе из вентиляторов – 4,5 м/с, скорость при проходе через решётку – 0,1–0,2 м/с. Вытяжные вентиляторы монтируются на крыше с выведением каналов в потолке.
![]()
Вытяжной вентилятор необходимо монтировать на крыше с выведением каналов в потолкеПри автоматической системе сварки оборудуется система отсосов, располагающаяся на расстоянии не более 50 см от места линии сварки. Если таких отсосов у оборудования нет, монтируются дополнительные элементы местного вентилирования. Щели отсосов должны быть не более 35 см. Преимущества применения местной вентиляции, состоящей из отсосов:









- удаление опасных веществ непосредственно в зоне их выделения;
- предотвращение распространения опасных элементов по всему помещению;
- близкое расположение позволяет производить удаление с использованием меньших объёмов воздуха и расходования меньших мощностей.
В помещениях, где невозможно оборудовать стационарные сварочные посты, и сварщики постоянно перемещаются во время проведения работ, местная вентиляция в виде отсосов будет неэффективна. В таких случаях используется общеобменная система высокой мощности с кратностью воздухообмена более 10.
В ряде ситуаций использование местной вентиляции с отсосами невозможно по следующим причинам:
- Изменение наименований свариваемых изделий (различные размерные характеристики и т. д.).
- Работа с объектами больших размеров.
- Невозможность использования фиксированных постов.
- Необходимость выполнения процедур по погрузке и выгрузке.
Если локальную систему использовать нельзя, то существенно увеличивается мощность общеобменного воздухообмена.
Оптимальная схема горизонтальной вентиляции в помещении длиной 30 м и шириной 20 м должна включать по 7 вентиляторов для притока и вытяжки с мощностью 7000 куб. м/ч. Необходима мощность оборудования для вертикальной системы в помещении с аналогичными размерами: на входе не менее 3400 куб. м/ч и на выходе 6800 куб. м/ч.
При выборе вентиляционной схемы нужно учитывать особенности производственных процессов. При сварке образуются конвективные потоки, когда подогретый воздух, насыщенный опасными веществами, от мест сварки поднимается наверх. В таких условиях поток к потолку можно усилить системой приточной вентиляции, а вверху установить вытяжное оборудование, но потоки отличаются крайней неустойчивостью.
Для повышения эффективности вентиляции рабочие места в помещении отгораживаются друг от друга. Эта мера при наличии локальной вытяжки позволяет локализовать опасные выделения и выводить их с помощью отсосов. При наличии перегородок подойдёт только вертикальная система общей вентиляции.



