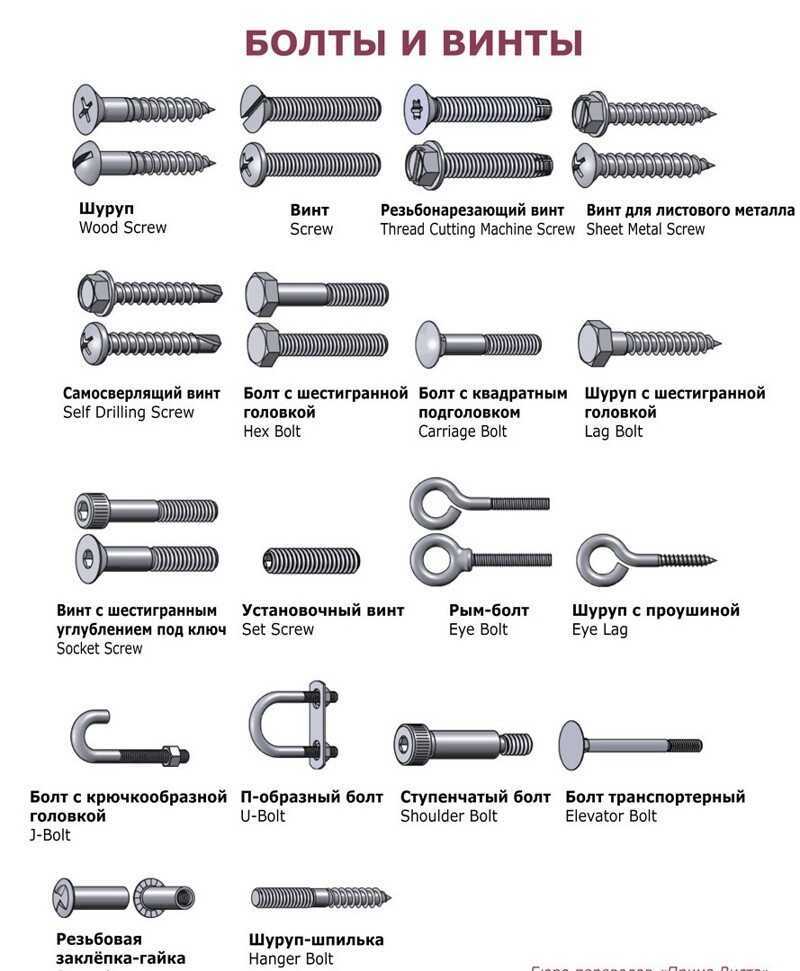
Как выбрать винт
Чтобы правильно выбрать крепеж, необходимо уточнить: его предназначение (сборка оборудования, замена пришедших в негодность, эстетичность внешнего вида и т.д.); внешние факторы (климатические условия, воздействие статических и динамических нагрузок); требования по надежности, доступности и защите от повреждений крепежного узла; количество и размеры крепежных винтов каждого вида.
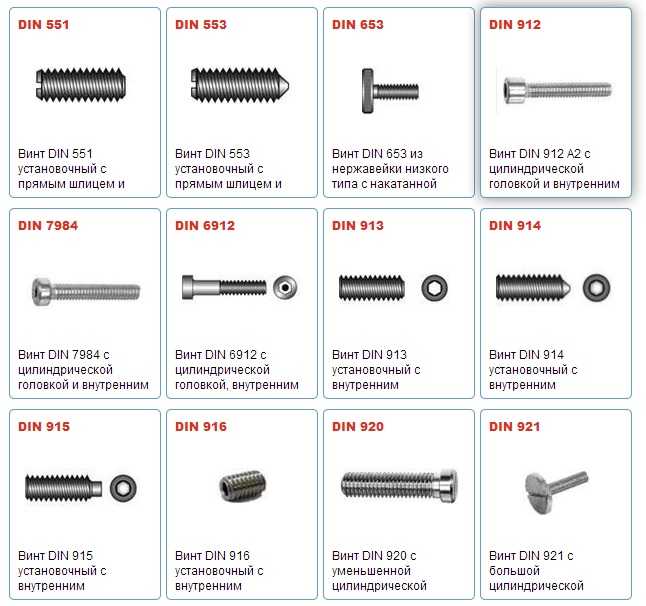
- шестигранник (с внутренним шестигранником) по DIN 912 или ГОСТ 11738 применяют для креплений усиленной прочности, в труднодоступных местах, в условиях воздействия динамических нагрузок.
- с полукруглой головкой и пресс-шайбой по DIN 967 или ГОСТ 11644 отлично подходит для креплений тонких листов к металлическим каркасам. Винт с пресс-шайбой не деформирует листовые материалы в точках креплений и увеличивает контактную поверхность между листами и конструкцией.
- стяжка (конфирмат, мебельный винт) используют для сборки элементов корпусной мебели, конструкций из ДСП, ЛДСП, дерева и фанеры. Прочен, надежен. Для закручивания необходим шестигранный ключ. Тип шлица – инбус. Требует заранее подготовленного отверстия с посадочным местом для потайной головки.
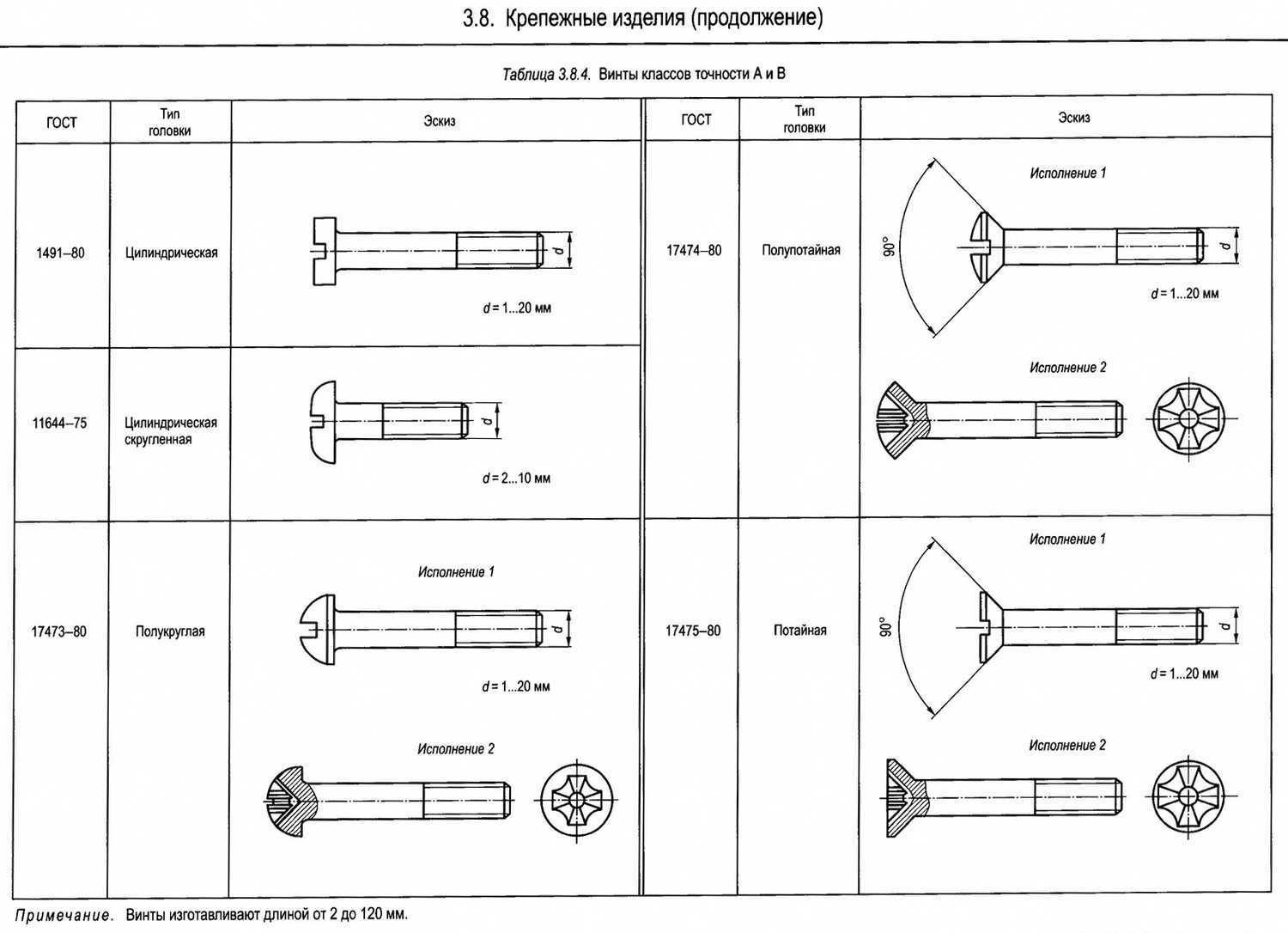
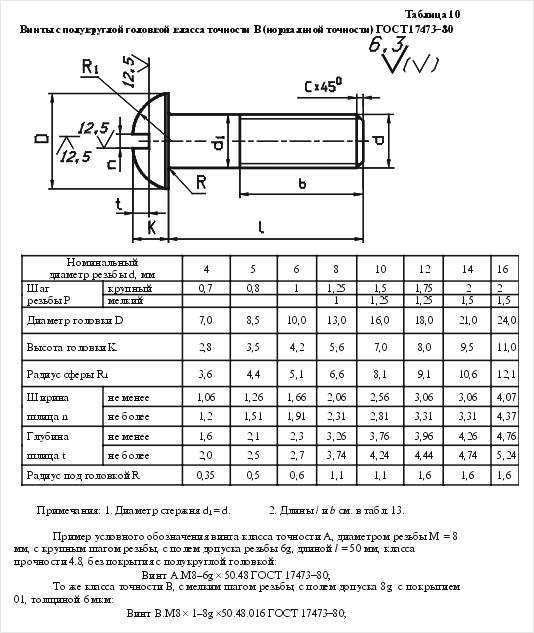
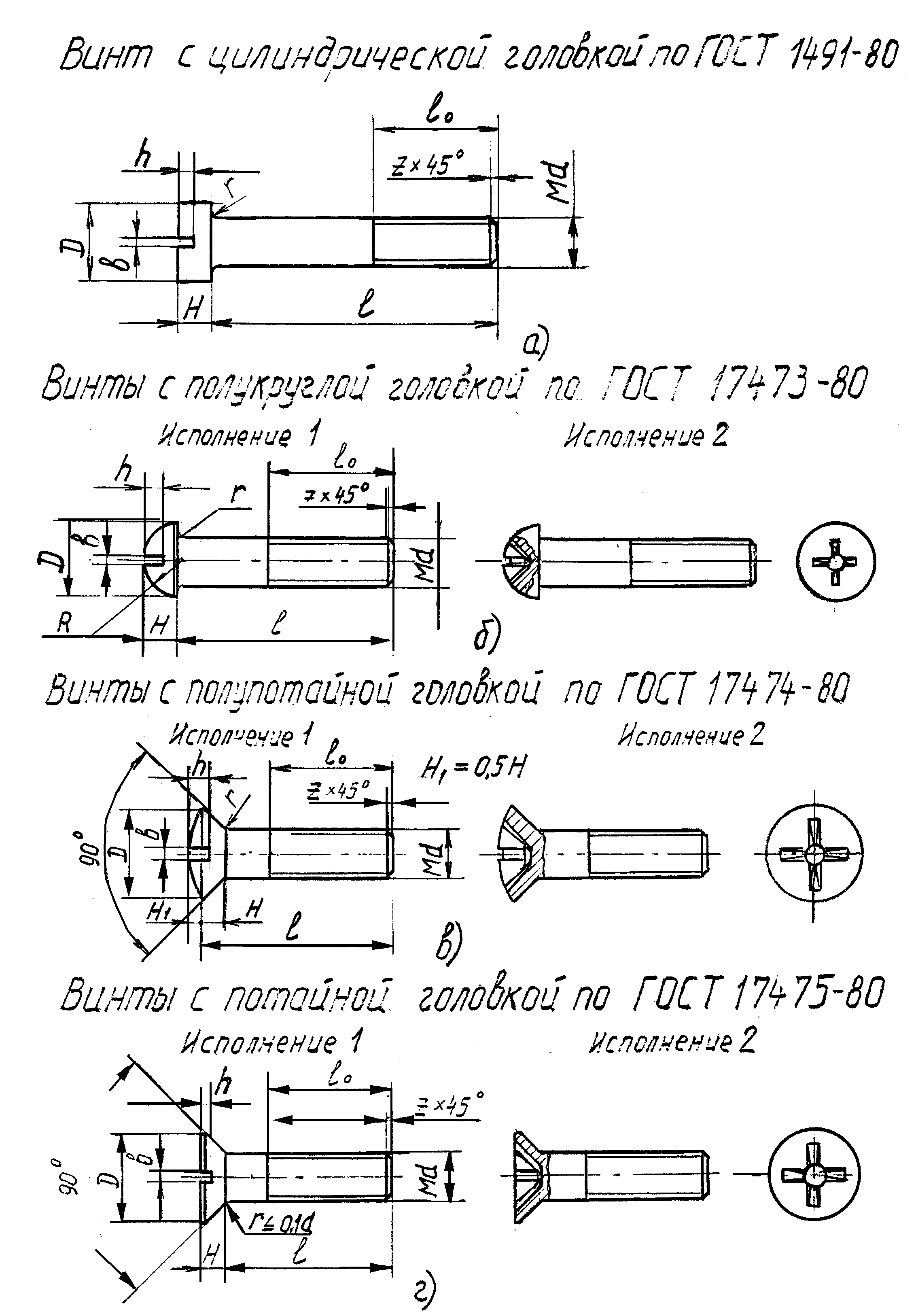
- с полуцилиндрической головкой по DIN7985 или ГОСТ 17473 пригодится для навешивания и крепления листового металла к металлической конструкции. Создает эстетичный внешний вид.
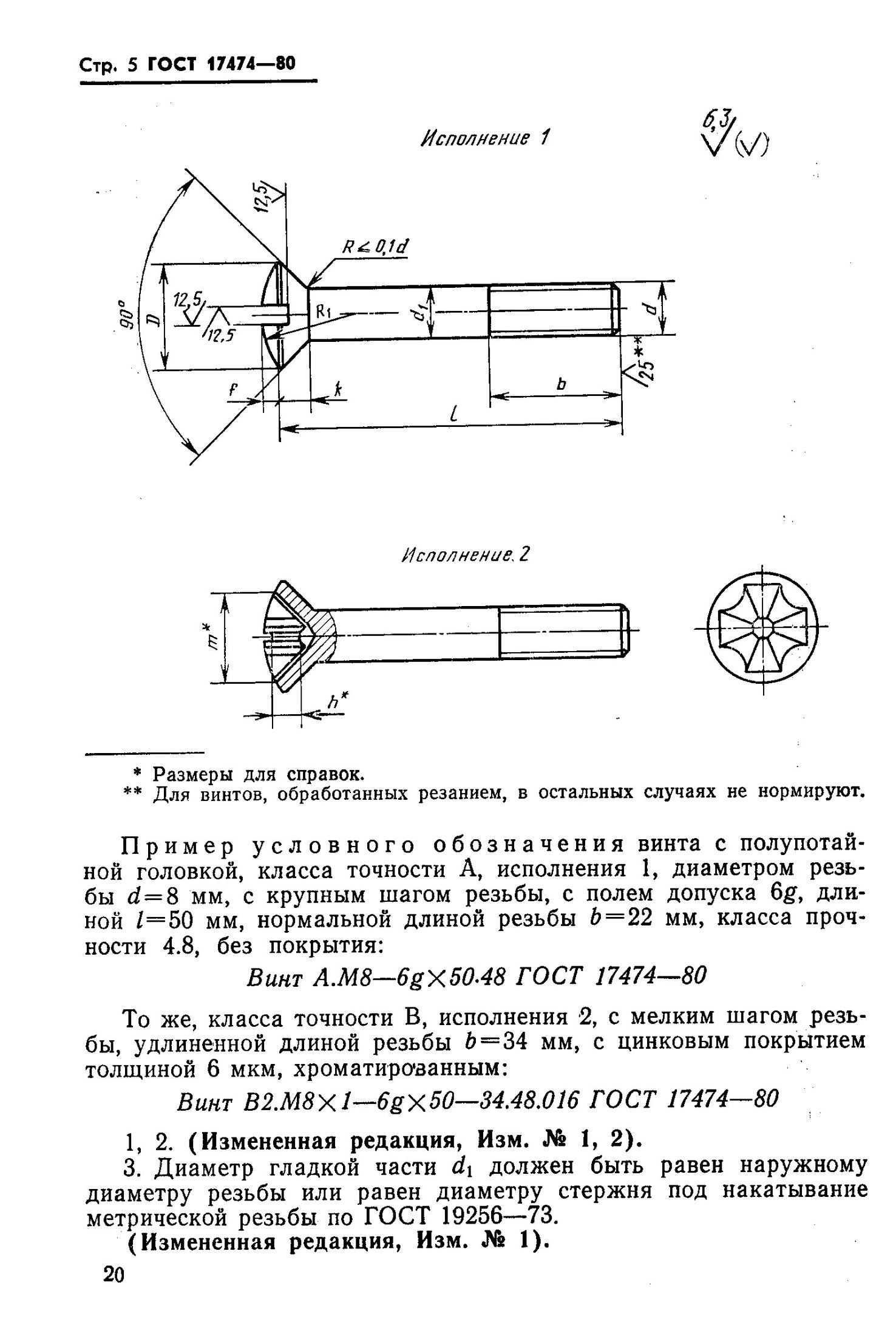
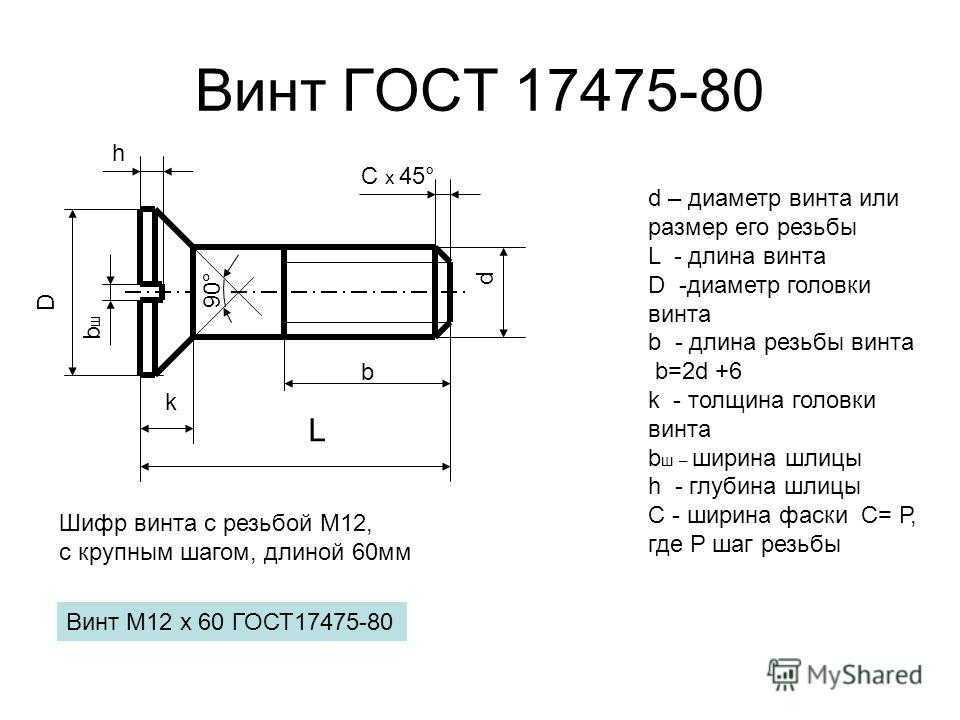
- с потайной головкой (соответствует DIN 965 или ГОСТ 17475) устанавливают в случаях прикрепления утолщенных листовых материалов к металлическим каркасам. Требует подготовки в листе отверстия с фаской для размещения плоскости торца потайной головки на уровне плоскости листа. Хорошо обеспечивает эстетичность внешнего вида. Желательно отсутствие динамической нагрузки.
- с цилиндрической головкой и плоским шлицем хорошо применять для обычных крепежных узлов, где нет высоких требований к прочности и эстетичности.
Если предполагается использовать крепёж в условиях повышенной влажности, то лучше всего купить оцинкованный винт. Это позволит защитить детали от ржавчины и избежать сложностей во время проведения ремонтных работ. Итак, с выбором крепежных винтов все понятно. Остался один вопрос. Где купить?Товары каталога:
| Рым гайка DIN 582 |
| Гайка стыковая ж/д ГОСТ 11532-93 |
| Гайка низкая DIN 936 |
| Гайка мелкий шаг DIN 934 |
| Гвоздь шиферный ГОСТ 9870 |
| Твитнуть |
comments powered by Disqus
Класс точности
Размеры соединяемых деталей должны быть достаточно точными, чтобы они удовлетворяли трем основным требованиям:
- детали должны функционировать надлежащим образом;
- детали должны подходить друг к другу, чтобы изделие можно было собрать;
- детали должны быть заменяемыми, например, для выполнения последующего технического обслуживания и ремонта.
Выполнение этих требований достигается путем применения в процессе изготовления допустимых изменений размеров, т. е. допусков.
Основные требования к геометрическим размерам и допускам, приведены:
- на крепеж, выполненный в соответствии с ГОСТ в ГОСТ 1759.1-82
«Болты, винты, шпильки, гайки и шурупы. Допуски, методы контроля размеров и отклонений форм и расположения поверхностей»;
- на болты, винты, шпильки и гайки, выполненные в соответствии с международными стандартами, в ISO 4759-1:2000
«Допуски на крепежные изделия. Часть 1. Болты, винты, шпильки и гайки. Изделия классов точности А, В и С»;
- на шайбы, выполненные в соответствии с международными стандартами, в ISO 4759-3:2000
«Допуски на шайбы. Часть 3. Изделия классов точности А и С».
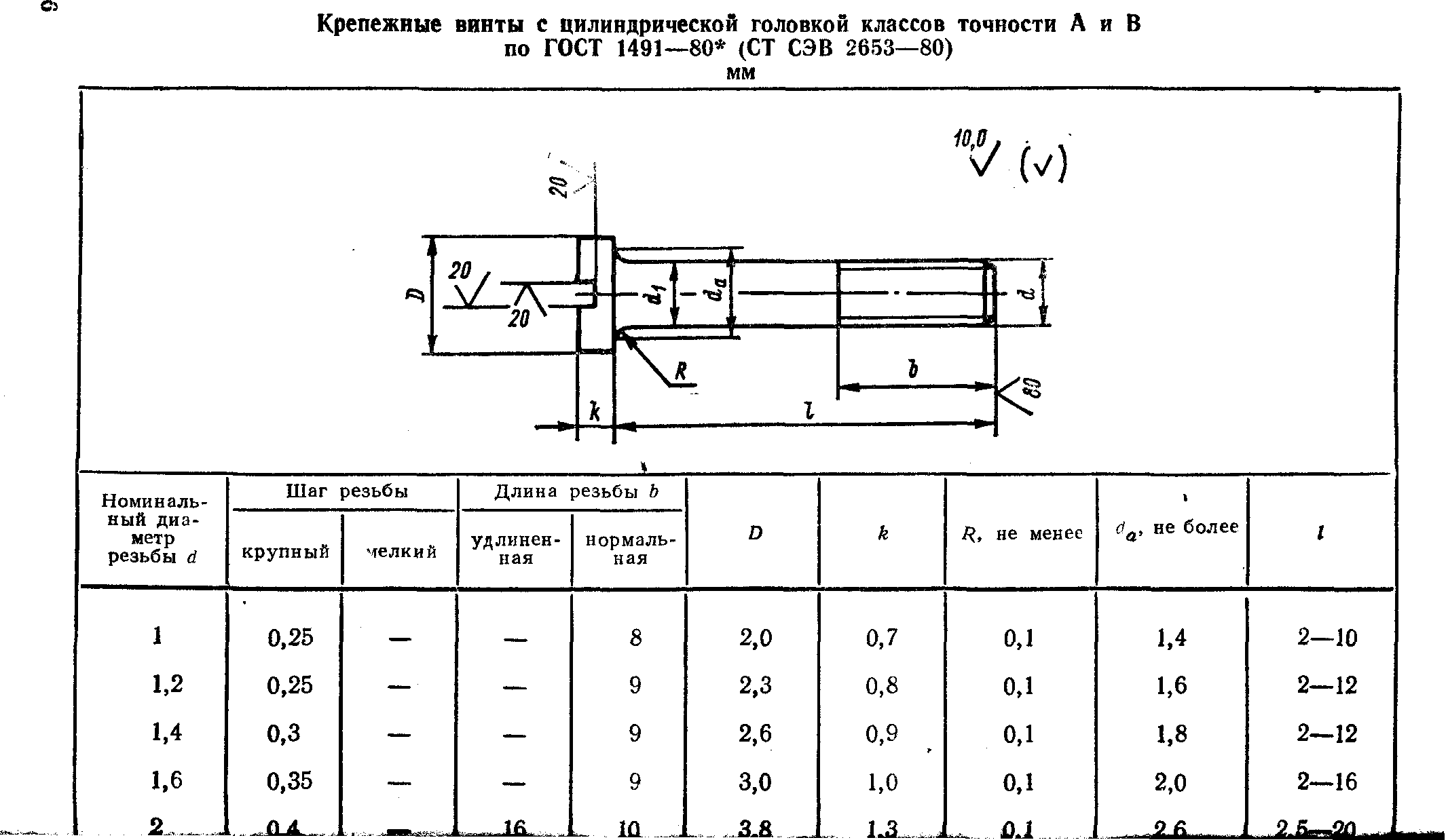
Суть этих требований сводится к тому, что геометрические параметры, такие как габаритная длина (высота), длина резьбовой части, диаметры резьбы (наружный, средний, внутренний), шаг резьбы, размер под ключ, фаски, радиусы и др. должны находится в поле допусков установленных для определенного класса точности. Указанные выше нормативные документы устанавливают три основных класса точности:
- A — повышенный класс точности;
- B — нормальный класс точности;
- С — грубый класс точности.
Решение о применении крепежа того или иного класса точности должно приниматься на основании произведенных расчетов с учетом эксплуатационных требований и особенностей конструкции
Важно помнить, что крепежные изделия более высокого класса точности не могут быть заменены на крепежные изделия классом точности ниже, желательно использовать крепеж только требуемого класса точности
Метизную продукцию класса точности С устанавливают в отверстия, диаметр которых на 2—3 мм больше диаметра стержня болта или винта. В этом случае проще соединять два элемента конструкции с небольшим несовпадением отверстий крепления. При приложении к такому соединению внешнего усилия имеют место значительные перемещения, обусловленные разностью в диаметрах болта и отверстия, а также неодновременностью вступления в работу всех элементов соединения. По этой причине крепеж класса точности С ставится конструктивно без расчетов.
Метизная продукция с классом точности В устанавливают в отверстия, диаметр которых на 1—1,5 мм больше диаметра стержня болта или винта. Поэтому такие соединения менее деформативны по сравнению с соединениями из элементов крепежа класса точности С и требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций.
Крепеж класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта или винта на 0,25—0,30 мм. При приложении нагрузки к такому соединению все болты практически одновременно вступают в работу и поэтому соединение малодеформативно, однако требует высокой точности исполнения отверстий в соединяемых деталях.
Варианты основных покрытих винтов
Чаще всего винты бытового назначения изготавливают из стали, поэтому для дополнительной защиты от коррозии их обрабатывают специальными растворами. Покрытие зависит от условий окружающей среды. Рассмотрим несколько вариантов покрытий винтов:
- гладкая отделка. Это стальные винты без обработки. Чаще всего производителя наносят масляное покрытие, которое не может гарантировать защиту от коррозии. Такой вариант не подойдет для наружного применения;
- оцинковка. Винты погружаются в расплавленный цинк;
- декоративные покрытия: наносят гальваническим способом латунь, черную эмаль, хромирование, олово, бронза и другие.
Исходя из вышеописанных характеристик, можно подобрать винт под конкретную задачу
Если вам нужны долговечные крепежи для наружных работ, особое внимание уделяется типу покрытия
Чем отличается шуруп от самореза: сравнение, фото
Собственно саморез является разновидностью шурупа, но отличается некоторыми признаками. Дело в том, что технология изготовления саморезов несколько сложнее. Так как для изготовления применяются более твердые, прочные материалы, которые могут при определенном усилии разрушать поверхность. Например, саморез можно вкрутить без изготовления отдельного отверстия, достаточно приложить усилия. Ввинчивается от определенной силы. Таким образом саморез плотно войдет в поверхность дерева или другого материала. Для того чтобы ввести шуруп, необходимо предварительно сделать отверстие на поверхности.
Шуруп
То есть сам по себе шуруп без изготовления дополнительного отверстия ввинтить нельзя. Так как материал достаточно хрупкий и не такой прочный край. Они не такие острые, поэтому винтить без дополнительного отверстия достаточно затруднительно. Кроме того, шуруп имеет не такую большую высоту и меньше шаг резьбы. При этом кончик самореза более острый, нежели у шурупа.

Саморезы
Саморезы по металлу
Саморезы для погружения в металл имеют более частые витки резьбы. Это обеспечивает надежное удержание в плотном материале. В отличие от саморезов по дереву, саморезы для металла имеют больше типов и разновидностей. Это связано с разным предназначением.
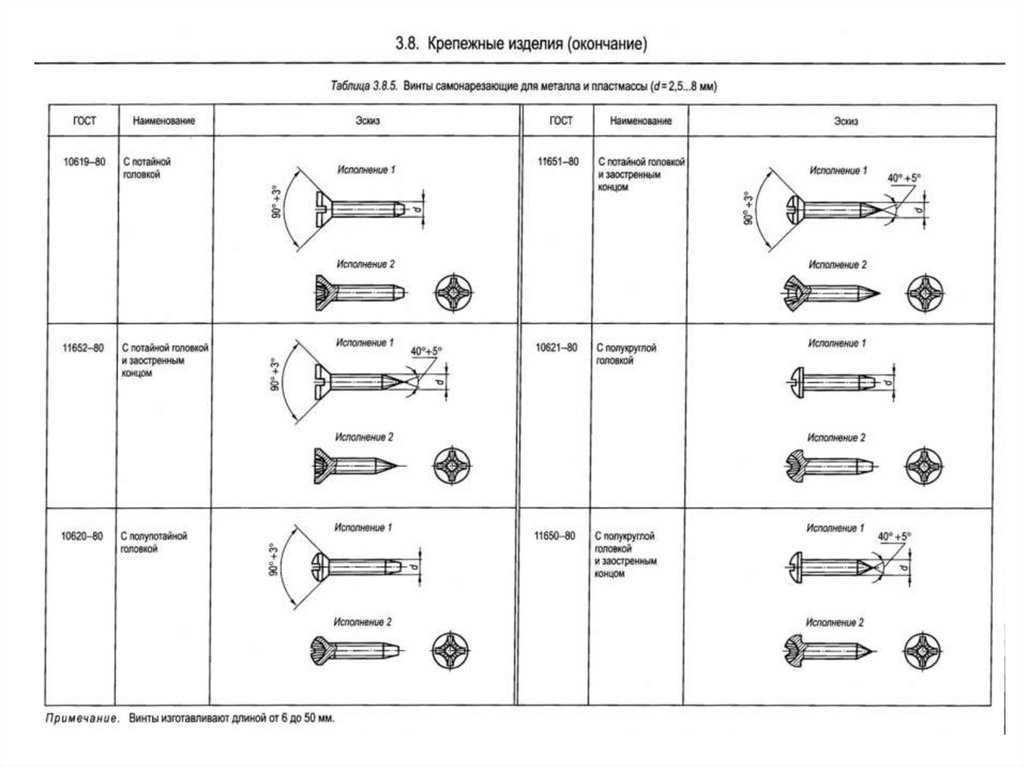
С потайной головкой
Выпускаются из углеродистой стали и покрываются фосфатом. Головка имеет плоский верх и конусообразное строение для максимального утапливания в поверхность. Шлицы всегда крестообразные. Подходит для крепления листов металла с толщиной до 1 мм.

С прессшайбой
Короткие саморезы с частым шагом резьбы и очень острым концом. Полусферическая головка снабжена литой шайбой, обеспечивающей прижим большей площади материала. Метиз подходит для притягивания тонких листов стали, алюминия (0.4-0.8 мм), а также тонких слоев пластика и дерева без предварительной сверловки.

Саморез-сверло с прессшайбой
Вид аналогичен вышеописанному, только на конце есть бур. Благодаря ему возможно самостоятельное погружение в металл толщиной до 2 мм. Свыше этого сечения требуется предварительная сверловка дрелью.





Остроконечный «клоп»
Короткие саморезы, именуемые среди мастеров «семечками», поскольку выпускаются в черном цвете и очень маленькие. Но есть и оцинкованные варианты. Имеют полуцилиндрическую головку и универсальную резьбу. Подходят для притягивания профиля под системы из ГКЛ.
«Клоп» с буром
Аналог обычного «клопа», только со сверлом на конце. Имеет повышенную проникающую способность и самостоятельно заходит в металл сечением 2 мм. Предназначен для притягивания профиля к металлическому основанию. По типу защитного покрытия бывает черным и оцинкованным.

Типы резьбы винтов
- Одновинтовая резьба имеет одну спираль, которая двигается по винту. Несмотря на то, что этот вариант считается бюджетным, с его помощью можно обеспечить надежное соединение.
- Двойная винтовая резьба отличается двумя спиралями резьбы, ведущими вверх по винту. За счет этой конструкции винт вкручивается быстрее и с меньшими усилиями. Для быстрого демонтажа винта при вкручивании выбирают увеличенный угол резьбы.
- Самонарезающие винты. Это разновидность двойной винтовой резьбы. Главное отличие заключается в том, что одна резьба располагается ниже второй. Используется для пластмасс и других материалов, подверженных раскалыванию.
- Зубчатые. Рельефная поверхность резьбы способствует быстрому прорезыванию поверхности с минимальными затратами усилий и времени.
- Молотковые. Крепежи забиваются с помощью молотка.
Разновидности винтов
Классификация крепежей может быть проведена по различным основаниям. Их можно разделить на несколько крупных групп в соответствии с принципом работы, формой головки и шлица. Кроме того, существуют и детали узкого назначения для определенных типов операций. К примеру, для тонкого контроля (натяжения, расстояния и т.д.) используется регулировочный винт. Он применяется в разных устройствах от вышивальных пялец до сложных механизмов.
По назначению
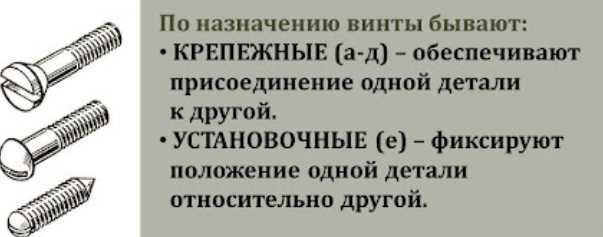
Для жесткой фиксации используют установочный (или стопорный) винт, для разъемного соединения – крепежный. Последний имеет головку, которая, с одной стороны, прижимает скрепляемые детали, с другой – облегчает установку и демонтаж. Некоторые из них имеют потайную часть, призванную воспрепятствовать снятию крепежа сторонними лицами. Выпускаются специальные винты для фиксации автомобильных колес, требующие уникального ключа для работы с ними. Разные типы материалов нуждаются в определенных подготовительных манипуляциях для получения надежных соединений. Если у обоих изделий неплоская поверхность, в точках, где будут находиться винты, ее обрабатывают так, чтобы получить ровные площадки для гайки и головки. Иначе крепеж может перекоситься, что создаст лишнее напряжение в конфигурации и может привести к ломке болта. У тонких изделий следует организовать для резьбы локальные утолщения. Если скрепляемые конструкции отличаются мягкостью, в них рекомендуется сделать под винты плотные втулки. Такие же приспособления, сделанные из изоляционных материалов, хорошо подходят для связывания изделий, имеющих разницу потенциалов. Еще одно решение этой проблемы – использовать винты не из металла.
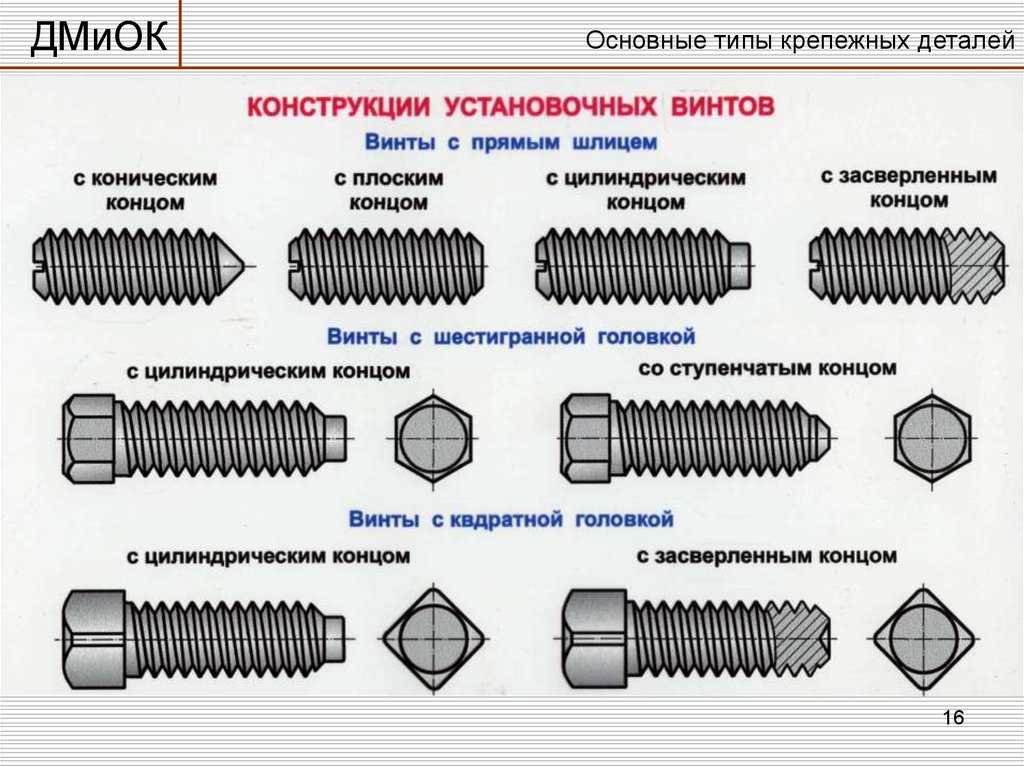
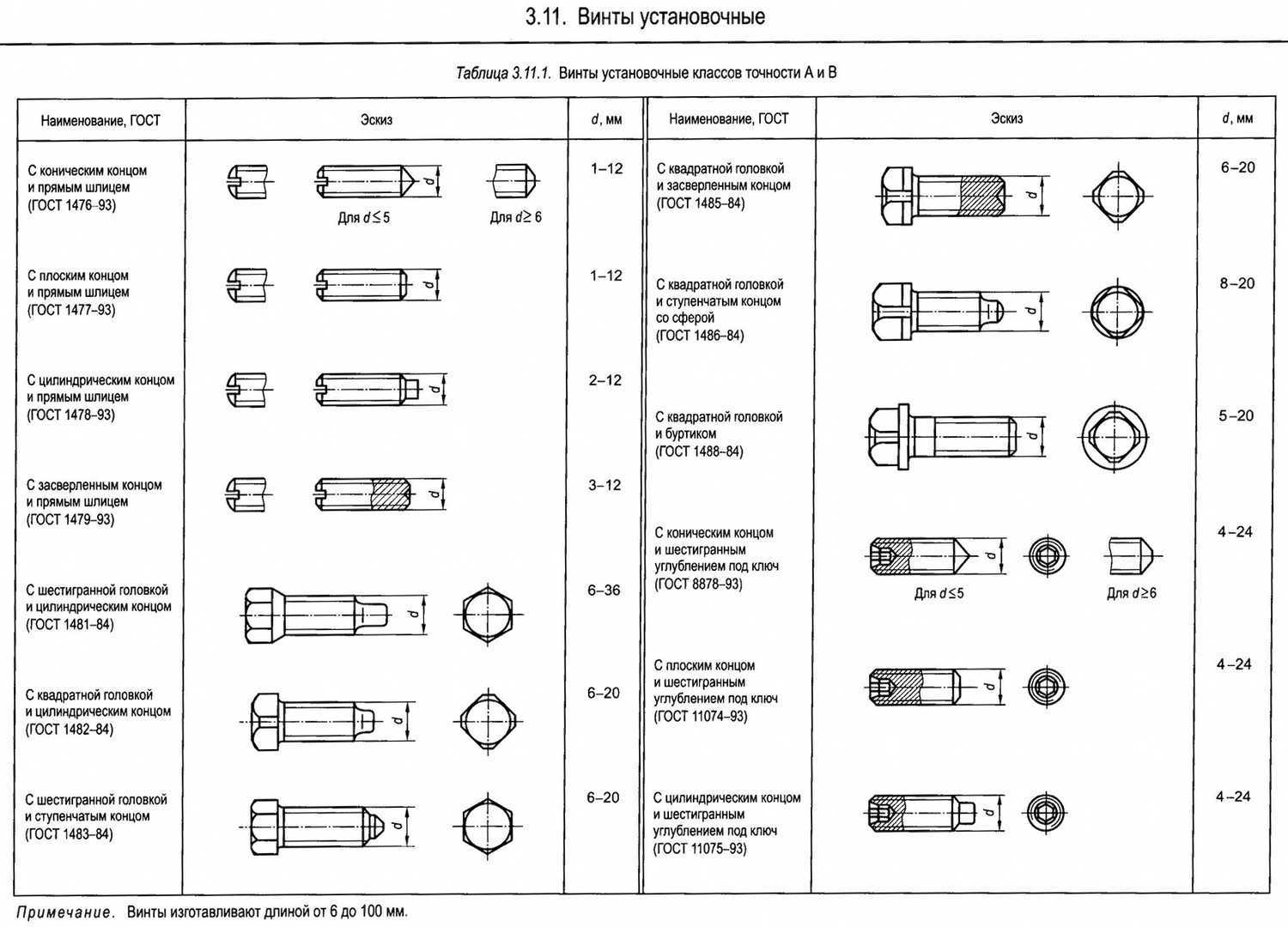
Установочные изделия используют для фиксации взаимного положения конструкций относительно друг друга. На концах они имеют выпуклости или выемки, обеспечивающие лучшее удерживание в данной позиции. Под эти конфигурации могут создаваться специальные отверстия. Концы крепежей могут иметь форму цилиндра, конуса, сверла, а иногда и более сложное исполнение (к примеру, ступенчатое).

Крепежный

Установочный
По форме головки

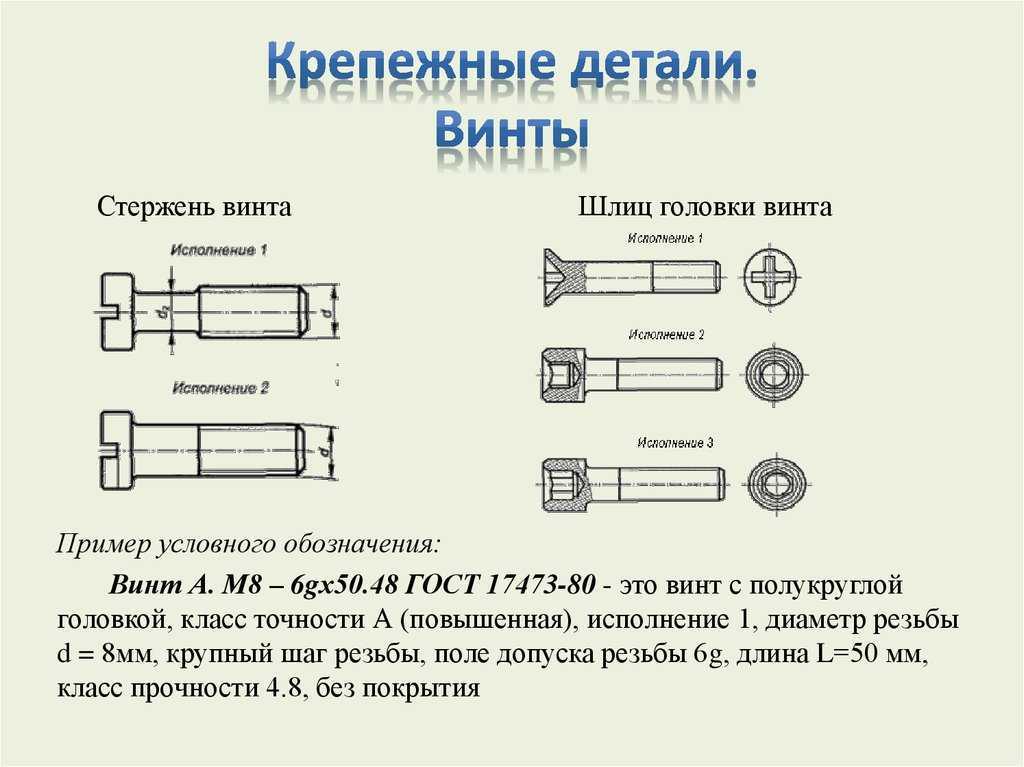
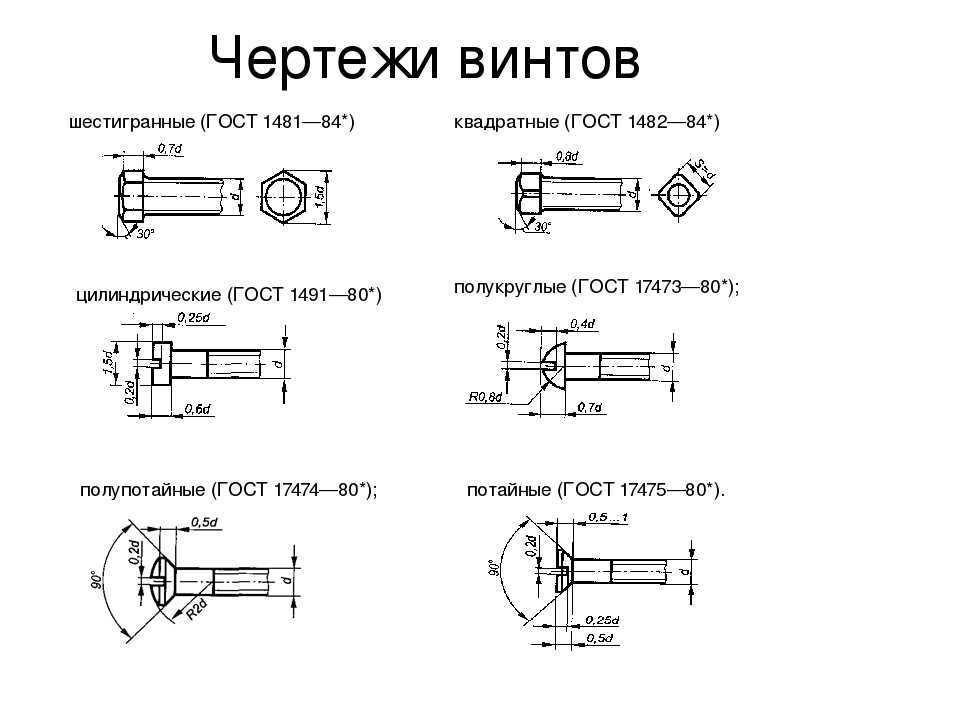
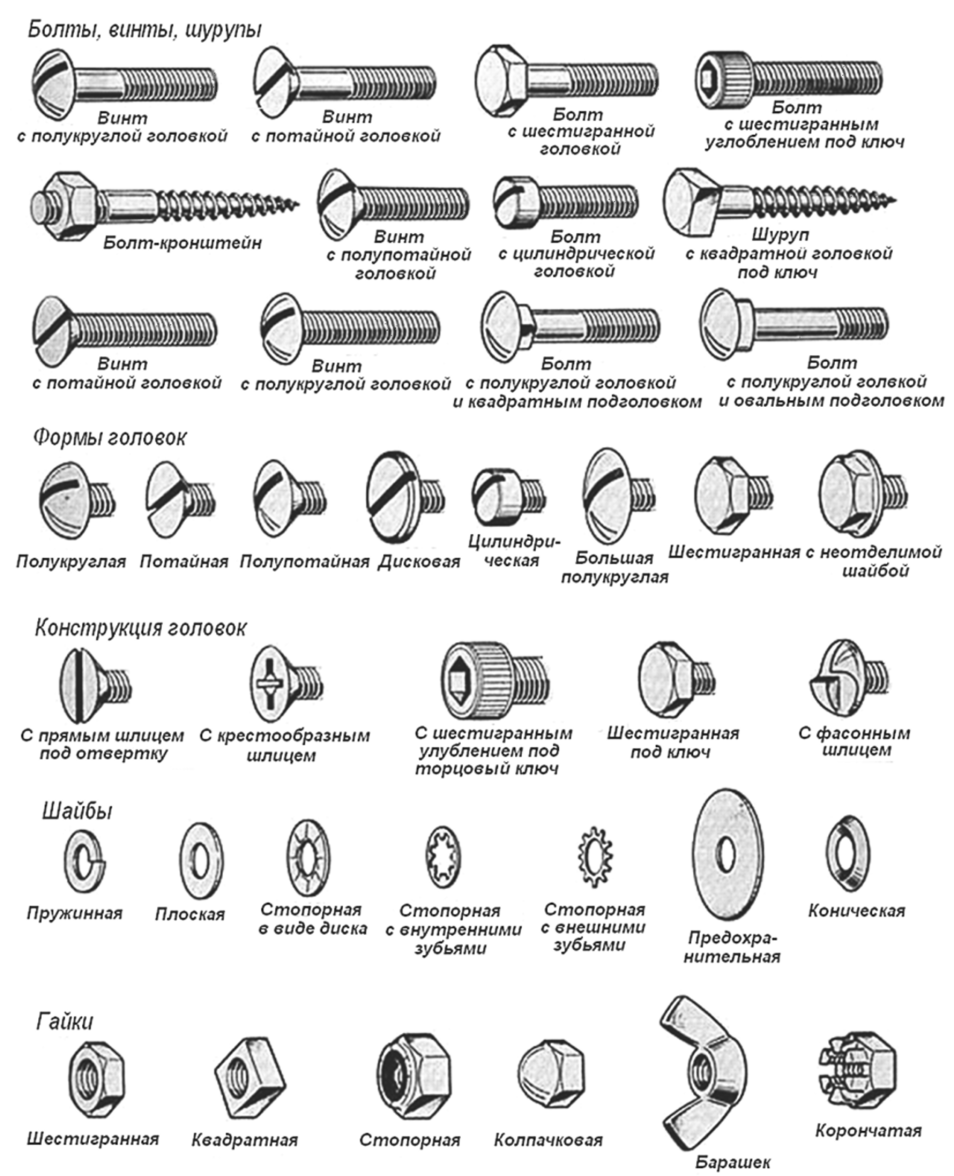
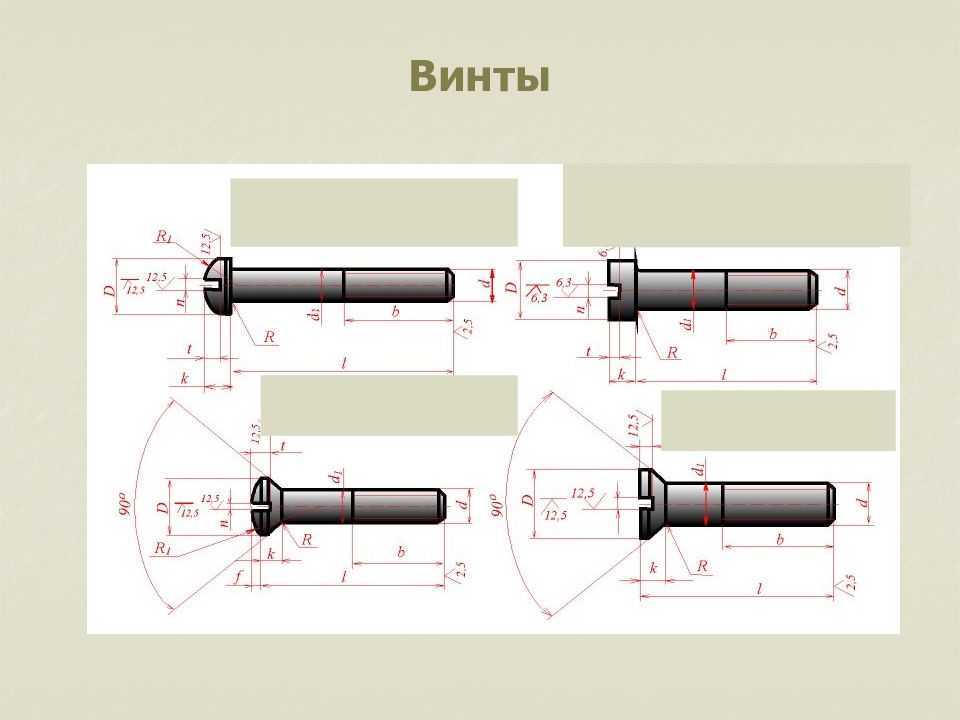
Форма головки у крепежей может быть полукруглой (слегка выпуклой) или плоской. Иногда встречаются и круглые головки: такое исполнение не носит функционального назначения и призвано создать привлекательную внешне фурнитуру. Есть конструкции в форме гриба – низкие и имеющие сверху вид сферы. Можно встретить и винт с потайной головкой. Подобная конфигурация используется также в шурупах. Она имеет форму конуса и уплощенную наружную поверхность. Изделия рассчитаны на такой монтаж, чтобы верхушки утапливались в материал. Есть и полупотайной вариант, отличающийся скругленной вершиной.
Еще одна разновидность – винт с внутренним шестигранником. Резьба у него неполная, а головка имеет форму цилиндра. В ней присутствует шестиугольное углубление, рассчитанное на специальный ключ.
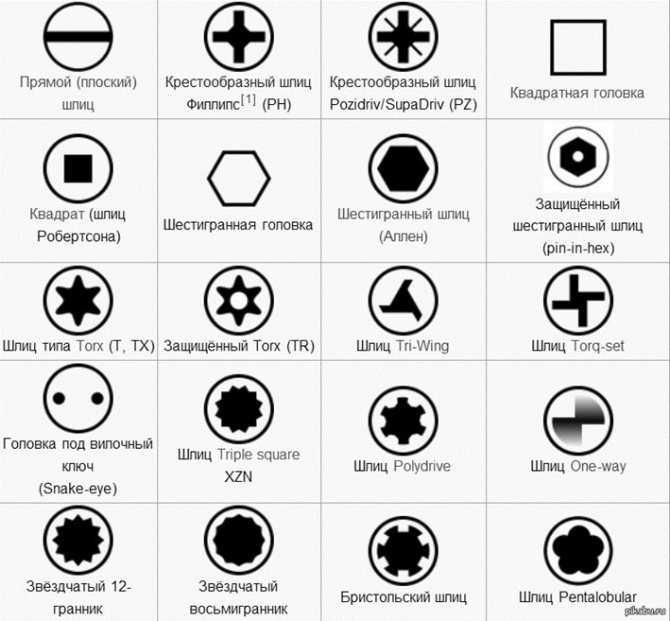
По виду шлицев

Форма у шлица бывает очень разной. Наиболее распространенные варианты:
- Прямой стандартный шлиц, для работы с которым нужна отвертка с клиновидным наконечником. Если такого инструмента рядом нет, в ход может пойти стамеска или нож.
- Шлиц в виде креста.
- «Торкс» с пятью или шестью лучами. Габариты могут варьироваться от 0.1 до 10 см.
- Звезда с 12 лучами, верхушки которых образуют углы в 60 градусов.
- Шлиц Робинсона с квадратными углублениями для закручивания и демонтажа.
Критерии выбора

На диаметр подбираемого изделия влияет ряд параметров: особенности материалов, конфигурация соединяемых деталей, величина воздействующих нагрузок. Если использовать слишком толстый винт, изделие может повредиться.
Важно правильно выбрать длину: если она будет недостаточной, соединение будет непрочным. Хорошо, если для работ уже разработана проектная документация с ведомостью крепежей
В ней приводятся данные о том, какие винты нужны для соединений.
Для требовательных узлов нужны крепежи из высокопрочных металлов
Если работы ведутся на улице, важно, чтобы винты были стойкими к окислению. В качестве материалов в этом случае подходят кремниевая бронза и стальные сплавы с хромом и никелем
Основные типы болтов
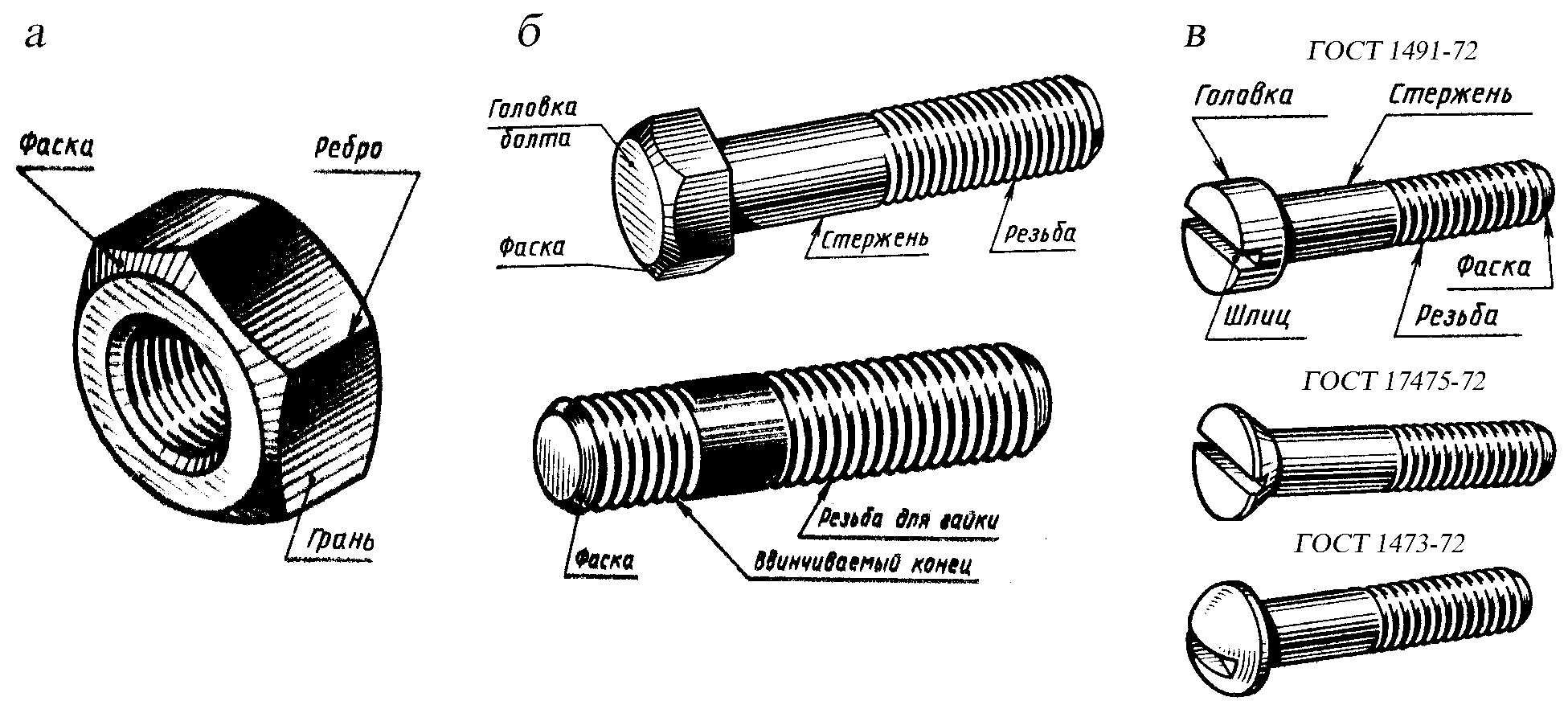
В соответствии с ГОСТ 27017-86 «Изделия крепежные. Термины и определения» болтом называется крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Отметим, что похожее определение в стандарте получает и винт: крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.
Полной ясности в вопросе, чем отличается болт от винта, нет до сих пор. Например, иногда признаком болта считают неполную резьбу, хотя существуют болты и с полной резьбой. Если резьба выполнена не по всей длине болта, то диаметр гладкой части стержня примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Но бывают и исключения.
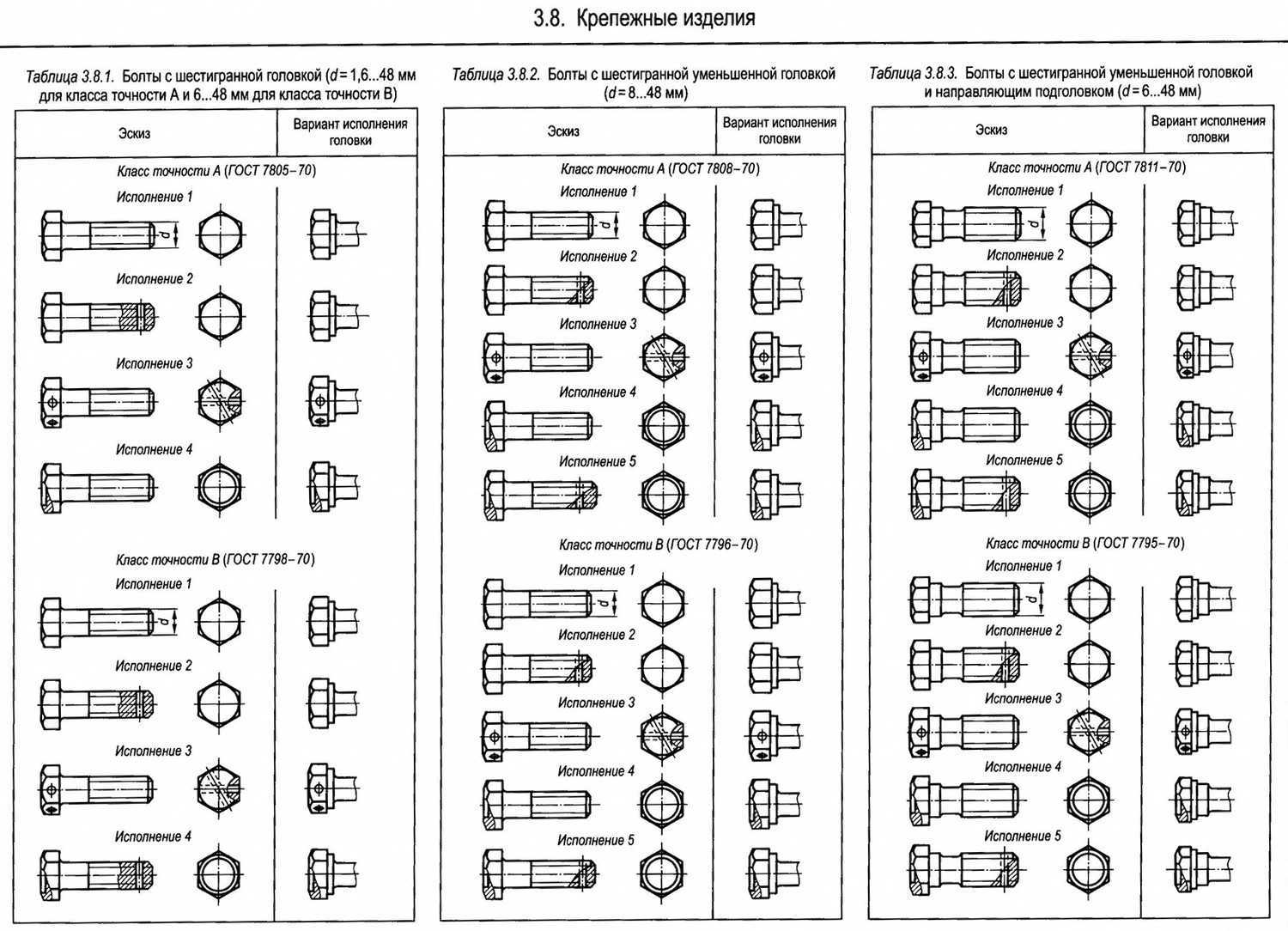
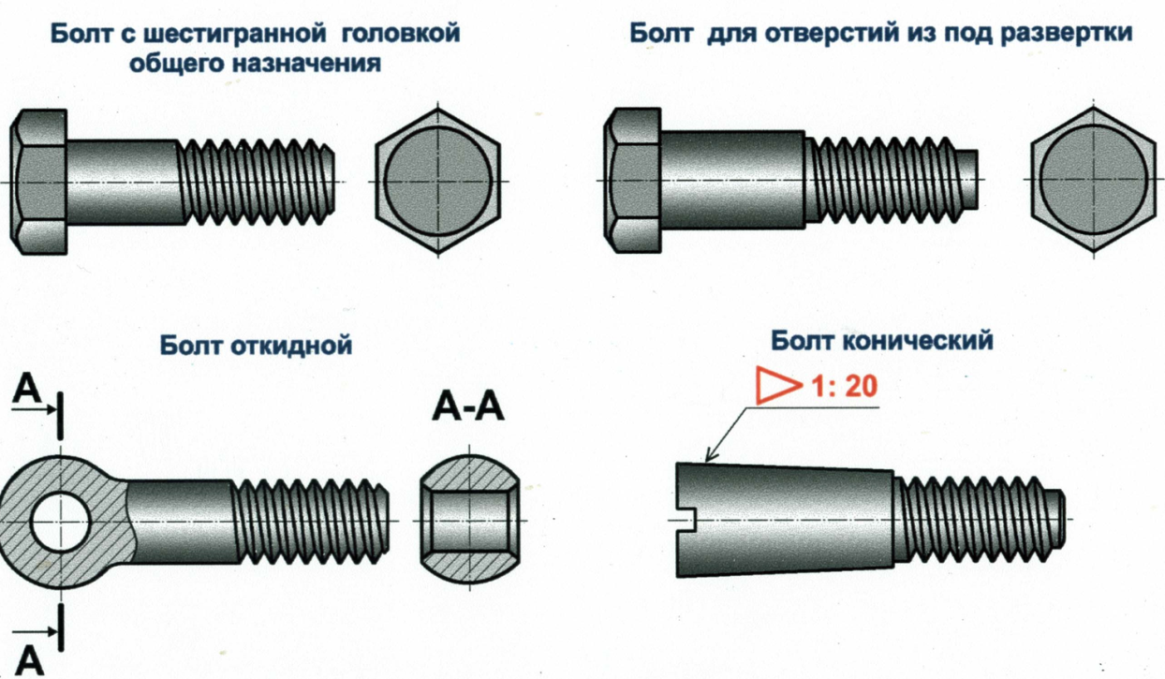
Иногда говорят, что болт должен обязательно иметь шестигранную головку. Но, в то же время, болтами называют изделия с полукруглой и потайной головкой. Рассмотрим наиболее популярные варианты болтов, имеющиеся в ассортименте ЦКИ.

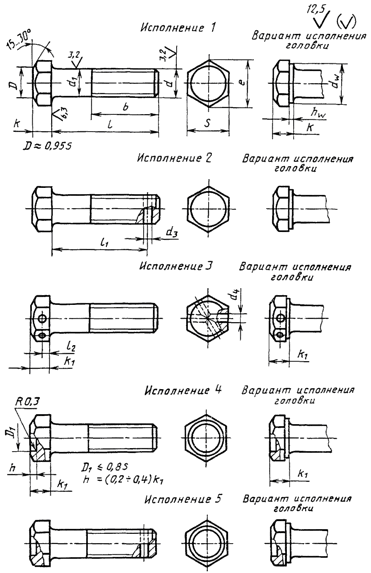
Шестигранная головка производится в нескольких модификациях: основная, с опорным выступом, с буртом, с фланцем.
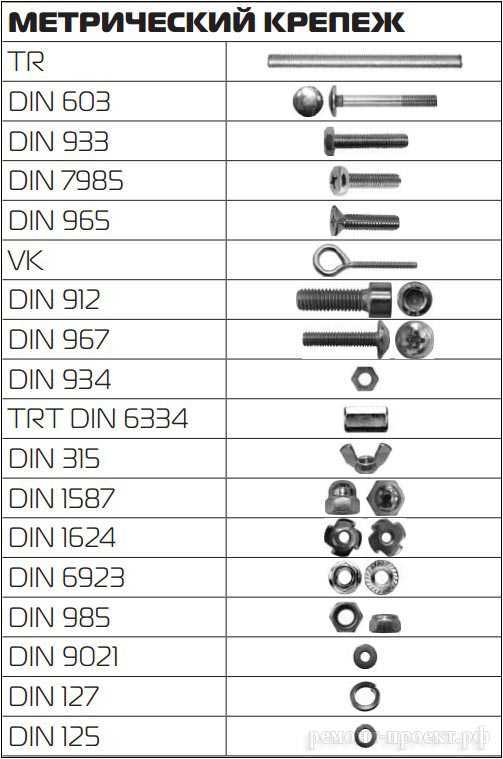
Болты с шестигранной головкой и основной резьбой разделяют на болты с полной (DIN 933) и неполной резьбой (DIN 931) и мелким и сверхмелким шагом резьбы (DIN 960 и DIN 961).
Отдельно могут быть выделены болты с шестигранной головкой с увеличенным размером под ключ для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций DIN 6914.
Болты с уменьшенным размером под ключ отличаются разнообразием исполнений.
Наряду с шестигранными головками болты могут иметь полукруглую головку:
И потайную головку:

К таким болтам устойчиво применяется определение «мебельный». Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.



Читать также: Отличие проходного от перекрестного выключателя
Примерами болтов называемых по назначению являются «откидной» и «приварной».
У откидного болта DIN 444 вместо привычной головки расположена втулка со сквозным отверстием – её еще называют кольцом. Как правило, втулка сидит на оси и болт вращается вокруг нее. Толщина кольца и длина резьбы в конструкции могут варьироваться.

Приварной болт вообще мало похож на болт. На месте головы у него расположен маленький цилиндрический выступ. Часто это изделие называют ещё шпилька приварная.

Именно он обеспечивает стыковую сварку болта и основания. Вместо цилиндра с резьбой привариваться могут и другие внешние элементы.
Под формальное наименование «болт» попадают также болты анкерные и призонные.
Анкерные болты предназначены для замуровывания в бетон. Их стержень имеет резьбу на одном конце – том, который выходит наружу. Форма другого конца может быть разной.
Его задача – обеспечить максимальное сопротивление вырыву анкера из основания. Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Призонный болт – это болт, диаметр гладкой части стержня которого обеспечивает его установку по посадке без зазора в точно обработанное отверстие. Для этого резьбовая часть исполняется заведомо меньшего диаметра.

«Призонный» болт DIN 609 — это искаженное «прецизионный», то есть высокой точности. Также в качестве призонных применяются «Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. ГОСТ 7817-80».
Точность ШВП
В большинстве случаев шарико-винтовая передача устанавливается по причине высокой точности позиционирования обоих элементов. Принцип действия характеризуется следующими особенностями:
- В большинстве случаев погрешность составляет 1-3 микрона на 300 мм хода. Кроме этого, можно встретить шарико-винтовые устройства с более высокой точностью позиционирования отдельных элементов.
- Заготовка для получения винта получается при применении технологии механической обработки. Примером можно назвать использование токарного станка ЧПУ, так как он позволяет получить размеры с высокой точностью.
- После получения требуемой формы проводится закалка и шлифовка поверхности. Первый технологический процесс позволяет существенно повысить твердость поверхности, второй достигнуть высокой точности размеров.
Важным моментом назовем то, что температурная обработка становится причиной существенного изменения основных качеств материала. Именно поэтому финишная обработка в большинстве случаев представлена шлифованием.
Довольно большое распространение сегодня получила технология Hard-whirling. Это технология металлообработки предусматривает минимальный нагрев заготовки, за счет чего существенно повышается точность обработки. В большинстве случаев точность обработки составляет 250 Нм на один сантиметр.
Также может применяться технология фрезерования и шлифования на сверхточном оборудовании. Аналогичное оборудование используется при получении зеркал и линз. В большинстве случаев заготовка представлена инварными сплавами, за счет чего существенно снижается погрешность при производстве.
Разновидности винтов
Классификация крепежей может быть проведена по различным основаниям. Их можно разделить на несколько крупных групп в соответствии с принципом работы, формой головки и шлица. Кроме того, существуют и детали узкого назначения для определенных типов операций. К примеру, для тонкого контроля (натяжения, расстояния и т.д.) используется регулировочный винт. Он применяется в разных устройствах от вышивальных пялец до сложных механизмов.
По назначению
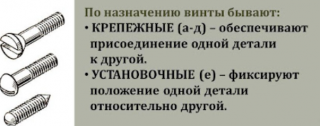
Для жесткой фиксации используют установочный (или стопорный) винт, для разъемного соединения – крепежный. Последний имеет головку, которая, с одной стороны, прижимает скрепляемые детали, с другой – облегчает установку и демонтаж. Некоторые из них имеют потайную часть, призванную воспрепятствовать снятию крепежа сторонними лицами. Выпускаются специальные винты для фиксации автомобильных колес, требующие уникального ключа для работы с ними.
Разные типы материалов нуждаются в определенных подготовительных манипуляциях для получения надежных соединений. Если у обоих изделий неплоская поверхность, в точках, где будут находиться винты, ее обрабатывают так, чтобы получить ровные площадки для гайки и головки. Иначе крепеж может перекоситься, что создаст лишнее напряжение в конфигурации и может привести к ломке болта. У тонких изделий следует организовать для резьбы локальные утолщения. Если скрепляемые конструкции отличаются мягкостью, в них рекомендуется сделать под винты плотные втулки. Такие же приспособления, сделанные из изоляционных материалов, хорошо подходят для связывания изделий, имеющих разницу потенциалов. Еще одно решение этой проблемы – использовать винты не из металла.
Установочные изделия используют для фиксации взаимного положения конструкций относительно друг друга. На концах они имеют выпуклости или выемки, обеспечивающие лучшее удерживание в данной позиции. Под эти конфигурации могут создаваться специальные отверстия. Концы крепежей могут иметь форму цилиндра, конуса, сверла, а иногда и более сложное исполнение (к примеру, ступенчатое).
По форме головки

Форма головки у крепежей может быть полукруглой (слегка выпуклой) или плоской. Иногда встречаются и круглые головки: такое исполнение не носит функционального назначения и призвано создать привлекательную внешне фурнитуру. Есть конструкции в форме гриба – низкие и имеющие сверху вид сферы.
Можно встретить и винт с потайной головкой. Подобная конфигурация используется также в шурупах. Она имеет форму конуса и уплощенную наружную поверхность. Изделия рассчитаны на такой монтаж, чтобы верхушки утапливались в материал. Есть и полупотайной вариант, отличающийся скругленной вершиной.
Еще одна разновидность – винт с внутренним шестигранником. Резьба у него неполная, а головка имеет форму цилиндра. В ней присутствует шестиугольное углубление, рассчитанное на специальный ключ.
По виду шлицев

Форма у шлица бывает очень разной. Наиболее распространенные варианты:
- Прямой стандартный шлиц, для работы с которым нужна отвертка с клиновидным наконечником. Если такого инструмента рядом нет, в ход может пойти стамеска или нож.
- Шлиц в виде креста.
- «Торкс» с пятью или шестью лучами. Габариты могут варьироваться от 0.1 до 10 см.
- Звезда с 12 лучами, верхушки которых образуют углы в 60 градусов.
- Шлиц Робинсона с квадратными углублениями для закручивания и демонтажа.
Критерии выбора

На диаметр подбираемого изделия влияет ряд параметров: особенности материалов, конфигурация соединяемых деталей, величина воздействующих нагрузок. Если использовать слишком толстый винт, изделие может повредиться.
Важно правильно выбрать длину: если она будет недостаточной, соединение будет непрочным. Хорошо, если для работ уже разработана проектная документация с ведомостью крепежей
В ней приводятся данные о том, какие винты нужны для соединений.
Для требовательных узлов нужны крепежи из высокопрочных металлов
Если работы ведутся на улице, важно, чтобы винты были стойкими к окислению. В качестве материалов в этом случае подходят кремниевая бронза и стальные сплавы с хромом и никелем
Системы рециркуляции шариков
Важным конструктивным элементом можно назвать систему рециркуляции шариков. Она характеризуется следующими особенностями:
- Шарики меняют свое положение в каналах резьбы гайки и специальных беговых дорожках винта. При этом они характеризуются точными размерами. При изготовлении шариков применяется сталь с высоким уровнем износостойкости. В противном случае может появится люфт, который негативно отразится на эксплуатационных качествах шарико-винтовой передачи.
- Если не использовать специальную систему, то в конце хода шарики просто бы выбегали из конструкции наружу. Именно поэтому при создании конструкции часто используются системы возврата.
- Внешняя система представлена металлической трубкой, которая соединяет входное и выходное отверстие. Внутренняя система представлена каналами, нарезаемыми вблизи винта.
В последнее время большое распространение получил вариант исполнения, при котором движение шариков закольцовано. За счет этого обеспечиваются наиболее благоприятные условия эксплуатации устройства.


Чем отличается болт от винта: сравнение, фото
Винт и болт внешне очень похожи друг на друга, и многие их могут спутать. Но они используются в абсолютно разных отраслях. Дело в том, что имеется особенность в конструкции, из-за этого в основном болт используется для того, чтобы скреплять детали с использованием гайки. То есть с одной стороны будет болт, посредине будет какая-то деталь. С другой стороны будет гайка, которая все это будет скреплять.
Болт с гайкой
Винт отличается от болта тем, что не используется вместе с гайкой, а чаще всего применяется отдельно. То есть в самой детали есть резьба, в которую вкручивается винт. Таким образом осуществляется соединение, то есть дополнительные гайки под винт не используются.
Винт антивандальный
Недостатки шарико-винтовых передач
У рассматриваемого типа привода также есть несколько существенных недостатков, которые должны учитываться. Пара винтовой передачи ШВП характеризуется следующими недостатками:
- В зависимости от угла установки основного элемента есть вероятность обратного хода шарико-винтовой передачи.
- Малое трение гайки не блокирует ее при обратном ходе. Другими словами, она может свободного ходить по винту, поэтому предусматривается наличие стопорного элемента.
Рассматриваемое устройство не рекомендуется устанавливаться в случае ручной подачи. Кроме этого, не стоит забывать о высокой стоимости изделия. Именно поэтому в машиностроительной и другой промышленности часто применяют бюджетные варианты исполнения, которые более просты в изготовлении и могут прослужить в течение длительного периода.
Характеристики ШВП для оборудования с ЧПУ
Как ранее было отмечено, довольно часто рассматриваемый привод применяется для обеспечения надежной работы станка ЧПУ. Основными характеристиками можно назвать следующие моменты:
Протяженность ходового стержня. Как показывает практика, в большинстве случаев достаточно стержня длиной около 2-х метров. Крайне нежелательно проводить установку варианта исполнения с большой длиной, так как оказываемая нагрузка может стать причиной деформации и снижения основных эксплуатационных характеристик.
Линейное скоростное передвижение
При производстве станков с ЧПУ уделяется внимание тому, чтобы основные элементы перемещались с высокой скоростью. За счет этого существенно повышается КПД и скорость обработки, а также расширяется область применения устройства.
Наиболее важными параметрами можно назвать диаметр и шаг винта
Именно эти характеристики определяют то, какая нагрузка может оказываться на устройство.
При производстве довольно много внимания уделяется точности. Этот показатель может варьировать в диапазоне от С1 до С10.

Двигатель может передавать вращение напрямую или через предохранительные элементы, к примеру, специальные муфты. Они позволяют существенно снизить вероятность появления дефектов.