
Правильный монтаж оборудования
Причины отказов газовой системы в большинстве случаев тривиальны. Неочищенная дымоходная труба, угарный газ, возвращающийся в дом, или плохо установленный газовый котел
Важно правильно выбрать и установить
Инструменты и материалы
Для устройства воздуховодов используются различные материалы: пластмассы, оцинкованные листы, гладкие или дюралевидные стальные листы.
Для отдельно стоящих домов с автономным отоплением в качестве воздуховодов можно использовать трубы из ПВХ необходимого диаметра. Дополнительно к этим трубам необходимо приобрести переходники, а на корешке к воздухозаборнику – защитную сетку.
Дополнительные материалы для обустройства вентиляции для газовой котельной в частном доме:
- Защитные рукава для пластин.
- Крепежи и монтажные хомуты.
- Строительный герметик для герметизации пустот между втулками и проемами в стенах.
- Набор инструментов для строительства.
- Перфоратор для выполнения отверстий в стенах.
- Защитное оборудование.
Каким образом обустраиваются дымоходы
Установка горизонтального дымохода – самое простое решение:
- В стене сделано отверстие с выходом наружу.
- Со стороны улицы здание поднимается вверх.
- Присоединяется к стене – раме, привинчивается с помощью зажимов.
Внутренняя дымовая труба поднимается из котла на крышу, не выходя из дома. Он проходит через все потолки и поднимается на крышу. Такая дымоходная труба обычно состоит из двух слоев. Изоляционный материал укладывается между слоями для предотвращения возможности возгорания при нагреве дымохода и предотвращения образования конденсата:
- Из котла в воздуховод вводится канал.
- Канализация простирается до самой крыши.
В зависимости от конструкции дымохода снаружи дома под углом вниз рядом с конденсационным карманом устанавливается опорная платформа дымохода.
Расположение выхода дымоходной трубы относительно крыши:
- если дымовая труба протягивается более чем на три метра от конька, достаточно установить ее под углом 10◦ от горизонта. Расстояние должно быть не менее 1 метра;
- 1,5 – 3 метра – дымовая труба заканчивается на одном уровне с коньком;
- расстояние менее 1,5 м – конструкция зафиксирована над гребнем, не менее 0,5 м;
- для установки дымохода в котельной, прикрепленной к дому, предполагается угол 45 градусов и более. Дымоход должен выходить в измеряемой точке, чтобы предохранитель котла не перегорел при ветровой нагрузке.
Монтаж изолированного воздуховода
Благодаря доступной цене востребованной является гибкая вентиляционная система с теплоизоляцией. При установке такой разновидности систем нужно учитывать несколько моментов:
- Соединяя две части системы или подсоединения к оборудованию необходим точный замер. По нему будет производиться срез и подгон частей системы.
- При одевании трубы на соединитель отжимается изоляционный материал для удобной работы с внутренней составляющей вентиляционного материала.
- Стык внутренних частей системы соединяется алюминиевой клейкой лентой.
- После герметизации внутренних частей изоляция возвращается на свое место и также соединяется алюминиевой клеевой полоской. Затем закрепляется хомутом из нейлона или металла.
Для того чтобы по каналу вентиляции не передавалась вибрация от вентилятора от его выходного патрубка монтируют прокладку против вибрации.
Понижение турбулентности понижается благодаря протяженности, которая должна быть в 1,5-2 диаметров патрубков на выходе.
Воздухозаборные приспособления, вентиляционную решетку, воздухораспределители монтируют тремя способами:
- Используемые изделия устанавливаются внутри канала, благодаря различным переходникам-соединителям круглой и квадратной формы.
- Гнущиеся трубы нужны для соединения. Первый конец фиксируется хомутом из нейлона на воздуховоде. Второй конец крепится на вентилятор дымоудаления так, чтобы поворот системы не был больше 90 градусов.
- Чтобы распределить силу воздуха на составляющие вентиляции в основном канале делается отверстие. Затем устанавливается нужный переходник, связанный с решеткой распределения.
Как сделать вытяжку в гараже 6 на 4?
#2 svarnoi69
все)) зачем лишний расход по эл. энергии,зонтик,о который будета биться головой,шум от мотора.
без вентилятора прекрасно работает.
нижний короб 20х20-25х25.
верхний вдоль всей длины гаража150х150-200х200
Сообщение отредактировал svarnoi69: 10 Декабрь 2013 19:30
#4 user_k
Моторчик ставь на козырьке, точнее внутри него, желательно с регулятором оборотов. или вполне подойдет вытяжка кухонная.
Чем толще слой краски – тем красивее шов.
#12 LamoBOT
Аргон, как и гелий – инертные газы и не вступают ни в какие хим. реакции, и зубы конечно же не разрушают. Аргона в воздухе почти 1%, оттуда его и извлекают. Но если помещение герметично закупоренное то аргон скопится возле пола, т.к. тяжелее воздуха раза в 2. Если есть например погреб и там скопился аргон – очень вероятно оттуда не вернуться. Поэтому в приступе паранойи я бы, наверное, предусмотрел небольшого сечения и небольшой производительности трубу-вытяжку с уровня пола. В 40л баллоне 6 кубометров газа. В принципе при такой площади – не опасно.
Вентилирование рыбного производства
Производственный процесс характеризуется присутствием резкого специфического запаха, который скапливается внизу помещений. Устройство вентсистемы обеспечивает:
- приемлемые условия труда для персонала, удаляя воздухопоток, наполненный специфическим запахом;
- качество рыбных изделий. Приготовление рыбных продуктов сопровождается кулинарной, термической обработкой. При этом частицы жира, гари, сопутствующих запахов попадают в рабочую воздушную среду. Для их удаления используется местная вытяжка;
- необходимый срок хранения. Удаление избытков водяного пара, запаха, а вместе с ними различных микроорганизмов позволяет придерживаться нормативов по срокам хранения продукции.
Выделение загрязнителей при сварке металлов
| Таблица 1. Выделение загрязнителей при сварке металлов | ||||||||
| Способ
сварки и марка сварочного материала |
Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
| сварочого аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наимен. | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Таблица 2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны сварочных цехов | ||||
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
| Таблица 3. Выделение загрязнителей при газовой и плазменной резке металлов | |||||||||||||
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | ||||||||||||
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | |||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч |
| Резка газовая стали углеродистой толщиной | |||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | |||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | |||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | |||||
| Резка газовая стали делигированной толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | |||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | |||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | |||||
| Резка газовая стали марганцовистой толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | |||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | |||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | |||||
| Резка газовая сплавов титана толщиной | |||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | |||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | |||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | |||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | |||||
| Резка плазменная стали углеродистой толщиной | |||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | |||||||
| Резка плазменная стали низколегированной толщиной | |||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | |||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | |||||
| Резка плазменная стали легированной толщиной | |||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | |||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | |||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | |||||
| Резка плазменная стали марганцовистой толщиной | |||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | |||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | |||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | |||||
| Резка сплавов алюминия толщиной | |||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | |||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | |||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | |||||
| Резка плазменная сплавов титана толщиной | |||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | |||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | |||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — |
https://youtube.com/watch?v=rDK-xg-Cp_A
https://youtube.com/watch?v=DxqTe0w5omE
https://youtube.com/watch?v=Ed9OcCByQng










Вентиляция сварочного поста в Санкт-Петербурге (СПб)
![]()
Вентиляция сварочного поста одно из ключевых направлений деятельности .
Мы более десяти лет профессионально занимаемся монтажом вентиляции сварочного поста в Санкт-Петербурга (СПб) и области.
Работа в помещении для сварки сопряжена с риском столкновения с повышенной концентрацией опасных веществ. Такую нежелательную ситуацию в помещении для сварки призвана предотвратить вентиляция сварочных постов.
Задачи общеобменной вентиляции сварочного цеха
Общеобменная вентиляция для помещения, где осуществляется процесс сварки, должна очищать воздух от примесей, успевших распространиться далее. Общеобменная вентиляция при сварке должна удалять «отработанный» воздух и замещать его чистым приточным.
При этом вытяжка вентиляции сварочного цеха должна быть оборудована фильтрами, очищающими воздух до его выхода в атмосферу за пределы помещения для сварки. А приточная система до поступления воздуха в сварочные помещения должна обеспечивать нужные параметры температуры и влажности. Для этого установки приточной вентиляции сварочного цеха наделяются функциями очистки, нагрева или охлаждения воздуха.
Задачи локальной вентиляции сварочного рабочего места
К задаче локальной вытяжной системы вентиляции относится удаление максимального количества вредных примесей – азота, фтора, оксида углерода, озона – из вздуха, окружающего сварочный рабочий участок. Удаление опасных веществ с помощью вытяжной вентиляции должно производиться максимально быстро, до их выхода за пределы рабочего места для сварки и попадания их в общеобменную систему вентиляции сварочного цеха.
Расчет для сварочного цеха вытяжной системы должен быть выполнен так, чтобы при сварке вредные вещества не выходили за пределы рабочего места в объемах, превышающих максимально допустимые для здоровья сотрудников.
Система приточной вентиляции сварочного рабочего места должна обеспечивать приток свежего воздуха, понижающего концентрацию вредных веществ на сварочном рабочем участке.
Расчет вентиляции сварочного цеха
Расчет системы для сварочного цеха, устанавливаемых для помещений сварки, осуществляется на основе данных о количестве используемых электродов за один час.
Расчет вытяжной системы сварочного цеха исходит из того, что при сварке ручным методом на 1 кг электродов должно приходиться 1,5-4,5 м3/ч. Для полуавтоматической сварки 1 кг электродов требует 1,7-2 м3/ч. При этом один рабочий сварки за 1 час использует около 5 кг электродов.
При проектировании вытяжек вентиляции расчет исходит из того, что 70% мощности вентсистемы сварки придется на нижний ярус цеха, а оставшиеся 30% — на верхний ярус сварочного помещения.
Вентиляция сварочных постов с рекуперацией тепла
Для такого энергоемкого производства как сварочный цех вопрос расходов на электроэнергию стоит крайне остро. Вентиляционные приточные системы, используемые при сварке, для нагрева или очищения воздуха также потребляют немалое количество энергии. При этом приходящий в помещение для сварки воздух может из-за вытяжки покидать здание, не успевая передать тепло внутрь помещения. Такая приточно-вытяжная система при сварке расходует много электроэнергии, показывая сомнительную эффективность.
Для энергоемкой сварки используются системы с рекуперацией тепла. При ней вытяжной воздуховод, удаляющий воздух из помещения для сварки, имеет зону теплообмена с приточным воздуховодом, несущим воздух внутрь помещения и на участки.
Таким образом, система вентиляции при сварке позволяет нагревать приходящий воздух не только за счет работы вентиляторов, но и за счет уходящего воздуха. Системы с рекуперацией тепла при сварке помогают экономить до 30% электроэнергии, используемой для работы вентиляторов притока.
Система вентиляции сварочного поста от профессионалов .
Для заказа вентиляции сварочного участка позвоните нам по телефону или закажите обратный звонок у нас на сайте. Наши специалисты проведут расчет вентиляции сварочного цеха, создадут проект и проведут монтаж системы воздухообмена при сварке под ключ: от первичного расчета вытяжной системы до пуско-наладочных мероприятий и составления актов о выполненных работах в помещении для сварки.
Мы имеем более, чем пятилетний опыт проектирования и установки систем воздухообмена сварочных постов и других производственных участков.
Из чего изготавливают воздуховоды
В соответствии с Приложением “D” СНиП 402.1325800.2018, дымовые трубы и каналы должны быть изготовлены из негорючих материалов. Там, где вентиляционные каналы проходят через неотапливаемые помещения, требуется теплоизоляция, наружная сторона каменных каналов должна соответствовать характеристикам морозостойкости.
Из кирпича с вытяжными каналами
Кирпич в основном используется в твердотопливных котлах. Низкая температура оборудования для сжигания приводит к непрерывной конденсации водяного пара, материал разрушается, более того, воздушные каналы трудно чистить.
Установка стальных дымоходов внутри стены может быть поразительной архитектурной особенностью и решит эту проблему на десятилетия.
Из набора керамических вентиляционных труб
Керамика бывает разных форм. Например, для строительства дымоходов используются керамические трубы с температурой до 650 оС. При извлечении прибора из газового котла в частном доме такой запас прочности не требуется. В качестве изоляции обычно используется минеральная вата.
Стальные сварные или наборные воздуховоды
Для организации вентиляции газового котла в частном доме выбираются изделия из нержавеющей стали и оцинкованной стали. Сами воздуховоды могут быть круглыми или прямоугольными. Установка включает в себя не только воздуховоды, но и многочисленные автоматические устройства: фильтры, обогреватели, шумоглушители, охладители.
Вентиляционные каналы могут быть изготовлены из закатанной стальной ленты или алюминиевой фольги. Их можно сложить и собрать в любую форму для транспортировки. Единственным недостатком этих изделий является повышенное аэродинамическое сопротивление.







Коаксиальный дымоход
Это конструкция, состоящая из двух труб, вставленных друг в друга не плотно, а с небольшим зазором. Воздух в нем удаляется по противоточному принципу: газ отводится через внутреннюю трубу, свежий воздух поступает через внешнюю трубу.
Система коаксиальных трубопроводов обязательно включает в себя устройство для обработки и сбора конденсата.
Коаксиальные системы, благодаря своим характеристикам, подходят для теплогенераторов с закрытой камерой сгорания (например, газовые котлы). Кислород, необходимый для горения, поступает через внешнюю трубу, а выхлопные газы удаляются через внутреннюю трубу. Эта конструкция имеет свои преимущества:
- безопасность (отработанные газы охлаждаются холодным воздухом, циркулирующим во внешней трубе);
- входящий воздух нагревается и повышает эффективность котла;
- высокая эффективность означает, что коаксиальная конструкция более экологична, чем другие;
- может использоваться с прибором на кухне (он расположен вне помещения и не влияет на комфорт пребывания в нем);
- горизонтальная концентрическая дымоходная труба не может быть использована, если не предусмотрена принудительная тяга;
- попытаться справиться не более чем с двумя коленями;
- если есть несколько котлов, создайте для каждого отдельную дымовую трубу, перекрытие нежелательно.
Виды и правила обустройства
Существует два способа обустройства системы вентилирования в сварочном цеху: общеобменный и локальный. Они используются вместе, в дополнение друг к другу.
Местная схема способна устранять до 75% всех выделяемых во время работ вредных веществ. Для устранения оставшихся 25% вредных веществ используется общеобменная система.
- Нельзя допускать образования в цеху мертвых участков (из которых воздух никак не удаляется), особенно в углах. В них застаиваться воздух, имеющий в своем составе большое количество вредных веществ.
- Приточные каналы с вентиляторами следует монтировать на высоте до уровня 4 метров. Вытяжные каналы следует монтировать на противоположной стене, при этом высота обоих каналов должна быть одинаковой.
- Расстояние от стены с притоком до стены с вытяжкой не может быть более 100 метров – это запрещено. При большем расстоянии будет происходить аккумуляция отработанного воздуха в центральной зоне помещения.
- При необходимости к местной системе вытяжки можно поставить мобильный отсос, который позволит в случае необходимости двигать вытяжной зонт вместе со сварочным оборудованием.
- Вентиляционная цеховая система должна обустраиваться начиная с установки общеобменной приточно-вытяжной системы. Когда ее монтаж завершен, переходят к обустройству местной системы вентилирования.
Теперь рассмотрим подробнее особенности обустройства этих схем.
Местная схема
Основное предназначение местной схемы – очистка воздуха локально, то есть прямо на рабочем участке. Именно на месте проведения сварочных работ и скапливается больше всего вредных веществ. А вот уже в 3-4 метрах от рабочего места воздух может быть абсолютно чистым, и соответствовать санитарным нормам.
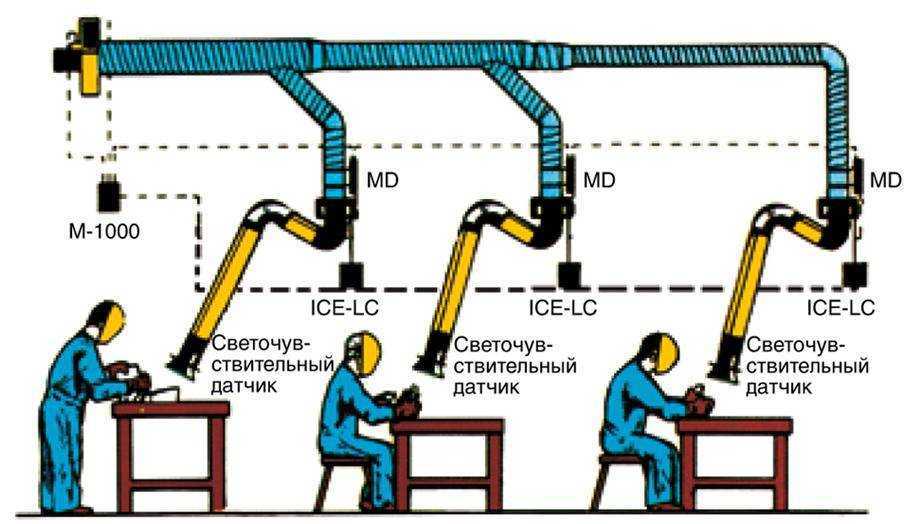
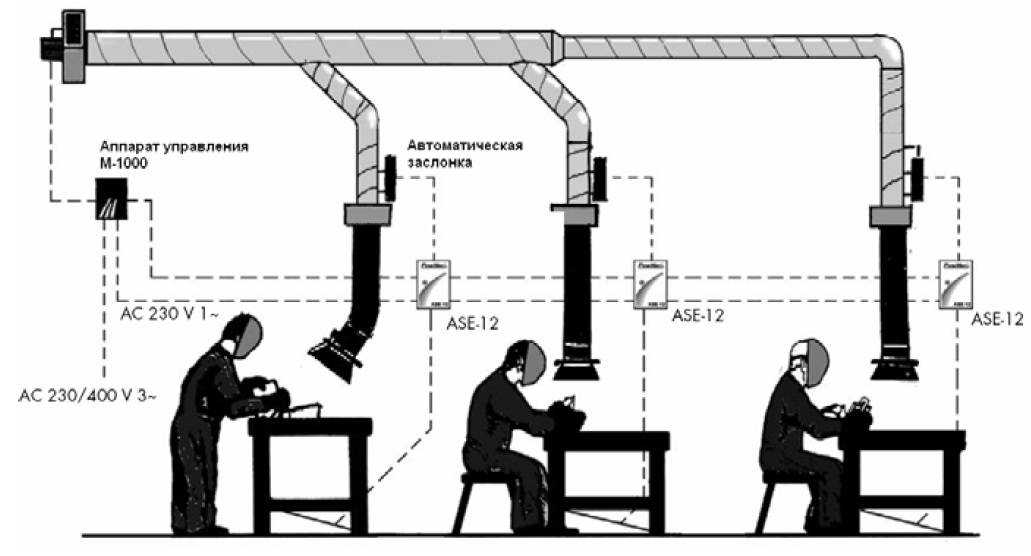
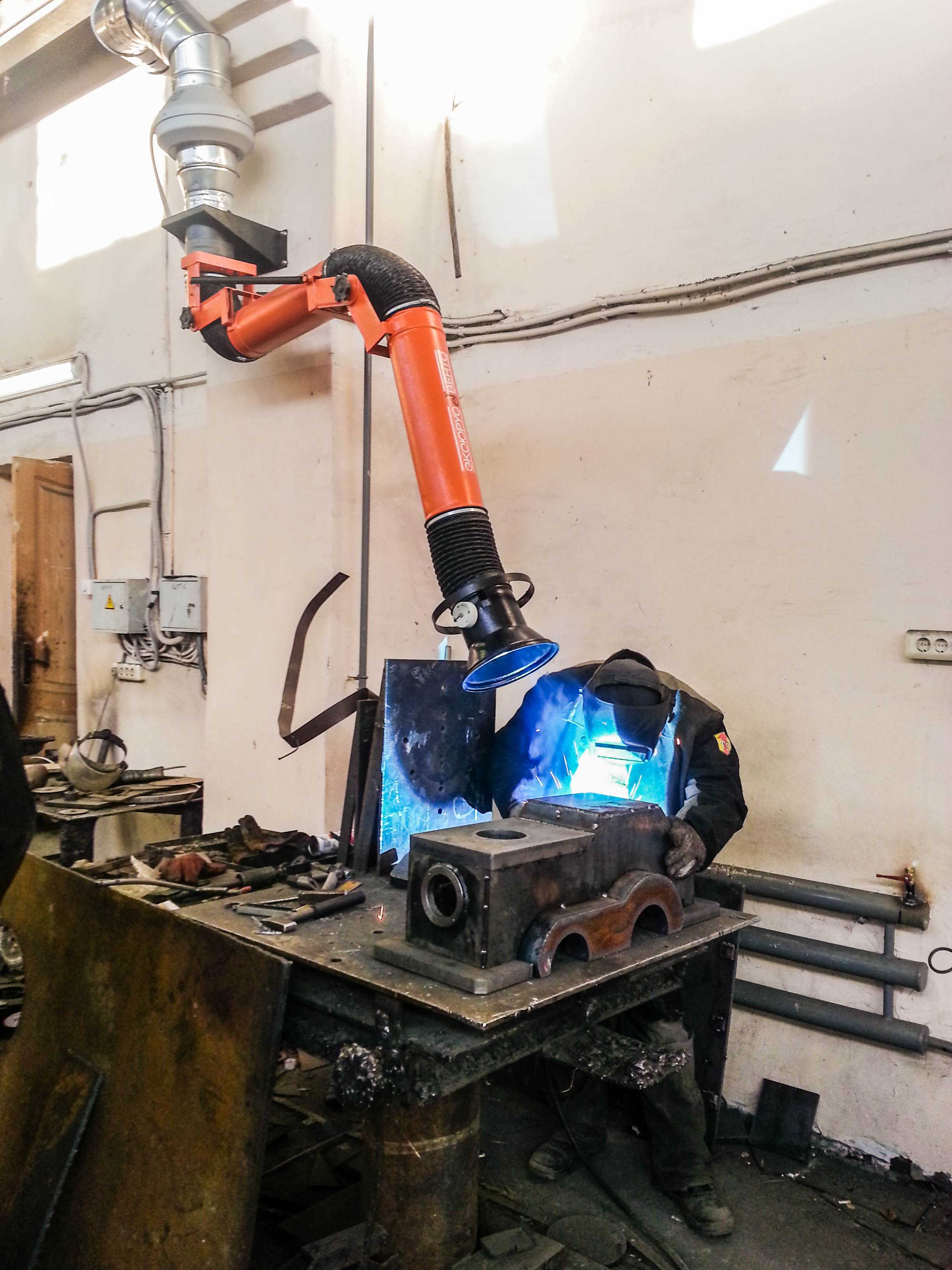
Вентиляция для сварочного поста
Существует два способа установки местной вентиляции: через местные отсосы либо через вытяжные приборы подъемно-поворотного вида.
В первом случае отсосы монтируются на высоте полутора метров от сварочного поста. Иногда их монтируют непосредственно в сварочные столы, что тоже неплохой вариант. В конечном счете местные отсосы соединяют с общеобменной вентиляцией цеха, используя специальные герметичные шланги.
Второй вариант представляет собой воздухоприемник, который крепится за счет шарниров и шланга (его диаметр может достигать 200 мм) в любом положении. Шланг соединяет воздухоприемник и централизованную систему вытяжки воздуха.
Обычно за счет такой конструкции удается выносить из помещения до 85% различных вредных компонентов. Ее преимущество – возможность монтажа рядом со сварочным оборудованием. В целом же подъемно-поворотная вытяжка позволяет эффективно очищать воздух на расстоянии до 8 метров от сварочного поста.
Общеобменная” схема
Общеобменная схема состоит из системы воздуховодов, к которым подключены вытяжные вентиляторы.
Механизм работы метода таков: воздушный поток, проходя через решетку, рассекается, после чего поднимается вертикально вверх и распределяется по всему цеху. Скорость прохождения воздушных масс в цеху составляет 0,1 м/с, чего в большинстве случаев достаточно.
Воздухообмен обеспечивается за счет монтажа под полом вентиляторов. Устранение отработанного воздуха обеспечивается за счет монтажа на крыше вентиляторов с производительностью больше, чем у приточных.
Несколько правил обустройства общеобменной схемы:
- в случае, когда на 1 м³ цеха расходуется меньше 0,2 г/час электродов, монтаж общеобменной системы вентилирования можно не производить;
- скорость подачи свежих воздушных масс не должна превышать 0,9 м/с;
- если дополнительно не смонтирована местная схема, то механическое вентилирование должно обеспечивать выведение 2/3 воздуха снизу и 1/3 сверху.
Если сварочные работы производятся внутри какой-то емкости, то скорость потока воздушных масс должна превышать 0,7 метров/секунду, при температуре не менее 20 градусов внутри.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
>
Для чего нужна
Постоянный приток необходимого количества воздуха обеспечивает нормальное сгорание топлива в камере сгорания. В результате недостаточной добычи, топливо сгорает менее эффективно, что снижает производство тепла и увеличивает потребление газа.
Вентиляционная система имеет специфические требования, поэтому ее параметры должны соответствовать рассчитанным в проекте – многое зависит от диаметра воздуховода, его длины и способа подачи воздуха. Параметры системы приточного воздуха для газового котла с целью максимизации эффективности системы отопления рассчитываются индивидуально для каждой ситуации и модели газового прибора. Необходимо учитывать конструктивные особенности здания, которые также играют важную роль в вентиляции котельной.
Виды производственной вентиляции
Классификация промышленного вентилирования проводится по критериям локализации, направленности и способа функционирования. Рассмотрим подробнее.
По принципу функционирования
Естественная. Основывается на природной циркуляции воздушных потоков с разными температурой, давлением, плотностью. Тяжелый холодный воздушный поток вытесняет более легкий и теплый. В промышленном помещении этот процесс может происходить через естественные зазоры, неплотности оконных дверных проемов, либо организованные приточные и вытяжные проемы, закрытые решетками, дефлекторами.
Зависит от атмосферных условий, силы и направления ветра, времени года (зимой проветривание осуществляется лучше за счет сильной тяги). Данный способ подходит далеко не всем производствам, особенно там, где есть вредные выбросы от работающей техники. Может устанавливаться, например, в помещениях сельскохозяйственного направления.






Искусственная вентиляция. Если производство предполагает побочный эффект в виде токсичных теплогазовыделений, механическая вентиляция производственных помещений строго обязательна. Главная функция – отведение отработанного воздухопотока от рабочей зоны персонала, препятствие проникновению вредных паров в другие помещения, отсеки, а также подача свежего уличного воздуха (очищенного или неочищенного) общим потоком или адресно.
Организовывается при помощи механических средств подачи-отведения воздушных масс (приточных, вытяжных вентиляторов, крышных установок). Является более эффективным способом очищения, циркуляции воздухопотока внутри промышленного цеха.
По принципу локализации
- Общеобменная. Рассчитана на равномерное очищение всего цеха от вредных технологических тепловыделений, нормализуя температурно-влажностный показатель, скорость движения воздуха. Быстро справляется с небольшим процентом загрязнения воздушных масс.
- Местная вентиляция. Применяется, когда есть локализация большого количества токсинов, паров, задымленности и т.д. в определенном месте. Устанавливается непосредственно над источником повышенного теплогазовыделения. Могут использоваться вытяжные зонты или гибкий воздуховод, подключенный непосредственно к оборудованию. Применяется совместно с общей вентиляционной системой в качестве дополнительного очищающего воздух оборудования.
- Аварийная. Устанавливается и применяется в дальнейшем при экстренных случаях, например, пожаре, чрезмерном выбросе ядовитых веществ промышленным оборудованием, высоком уровне задымленности и др.
По принципу направленности потока
- Установки приточной вентиляции. Принцип действия основан на вытеснении холодным притоком теплого отработанного воздуха через организованные вытяжные проемы вверху цеха. Могут быть как естественной организации, так и механической.
- Установки вытяжной вентиляции удаляют отработанный воздухопоток вместе с частицами гари, дыма, ядовитыми парами, лишним теплом и т.д. Конструктивно могут быть общими или локальными, чаще всего с принудительным побуждением, так как естественным путем удалить загрязненный воздух довольно проблематично.
- Приточно вытяжная установка применяется наиболее часто, обеспечивает необходимую циркуляцию воздушных масс внутри промышленного цеха. Чаще всего с механическим оснащением (приточные, вытяжные вентиляторы).
Устройство вытяжки для сварочного поста своими руками
В больших пространствах сварочную вытяжку лучше собирать профессионалам, особенно если оборудования много, но если сварочный цех небольшой, то можно организовать качественную вытяжку сварочного поста и своими руками. Тем более, все ее составляющие уже закуплены, вид определен, а расчеты сделаны. Нужно только правильно все собрать.
![]() Схема вентиляции сварочного поста
Схема вентиляции сварочного поста
Вся работа делится на два этапа. Первый будет заключаться в установке общей вентиляции:
- Рядом со стеной, ведущей на улицу, делается вентиляционная камера. Далее ставят уличный вентилятор со специальной системой фильтрации, а также дополнениями для охлаждения и подогрева потока. Через полость в стене вентилятор будет всасывать чистый уличный воздух.
- Канал для движения воздушного потока устанавливают от камеры вентиляции к потолку.
- Еще один вентилятор с фильтрами должен появиться на чердаке, к нему подводится труба, по которой будет уходить отработанный воздух.
- В потолке делаются отверстия, которые соединяют с чердачным вентилятором с помощью вентиляционных каналов.
https://youtube.com/watch?v=Lhf9vweRTyw
Так получается вентиляционная система смешанного типа, и вертикальная, и горизонтальная одновременно. Приточное оборудование будет подавать воздух по-разному, из-за чего он не будет застаиваться и будет возможность избежать «слепых зон» в углах мастерской.
Далее начинается второй этап, где собирается локальная вентиляционная линия, с вытяжкой для сварки у рабочих мест. Такая вытяжка не позволит большей части вредных веществ распространятся по всему цеху. Тут все проще, сбоку над верстаком рабочего места устанавливается колпак с вентилятором. К нему подсоединяется труба для вывода вредных газов, которая выводится на улицу через крышу или боковую стену.
https://youtube.com/watch?v=SFf1HTi1mgw
Вентиляция для сварочного процесса очень важна, так как выбросы ядовитых веществ очень велики, даже если сварщик будет в защите, нагрузка на его легкие все равно слишком велика. Но это можно исправить, собрав вентиляцию сварочного поста. Тем более что это нетрудно, если правильно определить ее состав и сделать необходимые расчеты с опорой на СНиП.



