
Вентиляция термических цехов
Расчет вытяжной вентиляции цеха термической обработки производится с учетом водяного, масляного пара, конвекционного, а также лучистого тепла, выделяемого технологическим оборудованием. Опасными для здоровья персонала являются окись углерода, сернистый ангидрид, сероводород, образующиеся в результате сгорания твердого топлива.
Все технологические установки оснащены местной вытяжкой, удаляющей избытки тепла, углекислый газ, синильную кислоту (образуется при взаимодействии цианистых солей и углекислоты).
Также установка вентиляции в рабочей зоне с интенсивным тепловыделением работает на приток, подавая свежий воздух непосредственно на человека. Кроме того, дополнительно монтируются устройства аэрации как экономичный способ проветривания.
Особенности и требования к вентиляции
Полный список требований указан в санитарно-эпидемиологических нормах, перечислим некоторые из них:
- На производстве площадью более 50 м2 допускается обеспечивать необходимую температуру на постоянных рабочих местах сотрудников. На непостоянных местах температура может более низкой, но не ниже 10 градусов;
- Система должна быть пожаробезопасной;
- Устранение отработанного воздуха не должно попадать в рабочую зону;
- Использование воздуховодов только из антикоррозийных материалов;
- В рабочих зонах концентрация вредных веществ не должна превышать 30%;
- Уровень шума внутри производственного цеха не должен превышать 110 дБа;
- В цехах с полностью автоматизированным рабочим процессом и имеющимся функциональным оборудованием, при отсутствии требований к температурному режиму, необходимо поддерживать следующие данные:
- не ниже 10 градусов в холодное время года при отсутствии избытков теплоты;
- в теплый период при отсутствии избытков теплоты следует поддерживать температуру равной температуре наружного воздуха, при наличии избытков теплоты — на 4 градуса выше наружной.
На производстве, где установлено полностью автоматизированное оборудование и отсутствуют специальные требования, оптимальную влажность и воздухообмен допустимо не нормировать; Если допустимые показатели климата невозможно обеспечить в рабочих зонах по причине экономических или производственных условий, то постоянные рабочие места оснащают кондиционерами либо предусматривают душирование наружным воздухом.
Все данные рассчитываются на этапе подготовки проектно-сметной документации. При проектировании вентиляционной системы необходимо выполнить ряд задач:
- Разработка и утверждение технического задания, включающее требования по организации воздухообмена;
- Расчет общеобменной, местной вентиляции с целью определения сечения и мест расположения воздуховодов;
- Подбор оборудования на основании рассчитанных характеристик;
- Подготовка рабочего чертежа, аксонометрии и схемы.
Рассчитанные в итоге показатели температуры, влажности воздуха должны обеспечивать сохранение теплового баланса человека, его оптимальное состояние.
Список оборудования:
Приточная установка — может быть как моноблочной, так и наборной. Состоит из корпуса, фильтров очистки, вентилятора, воздушного клапана, нагревателя и шумоглушителя. По функциональным возможностям приточные вентиляционные установки разделяют:
- с нагревом/охлаждением;
- с рециркуляцией;
- с автоматикой и управлением.
Вытяжные вентиляторы — устройства, предназначенные для отведения воздуха. Место расположения: в вентиляционном канале, потолке или стене. Вентиляторы классифицируют:
- осевые;
- канальные;
- напольные;
- потолочные.
Воздуховоды — выполнены из пластика или стали (оцинкованной, нержавеющей, черного металла). Могут иметь круглое или прямоугольное сечение. Диаметр воздуховодов от 100 — 2000 мм.
Разновидности вентиляции
Конструкция и производительность вытяжного устройства зависят от габаритов соединяемых деталей и интенсивности выполнения работ. При сварке широких и протяженных швов возрастает количество газов, попадающих в атмосферу.
Располагать зонт над рабочим столом (по аналогии с кухонными вытяжками) не рекомендуется, поскольку оператор будет вдыхать вредные вещества, затягиваемые потоком воздуха.
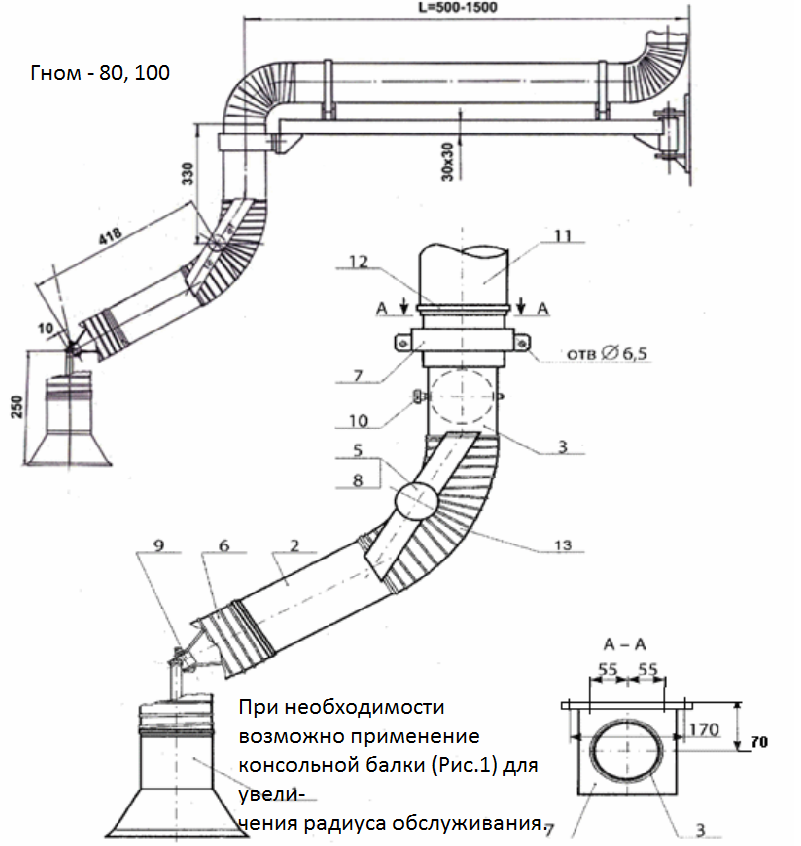
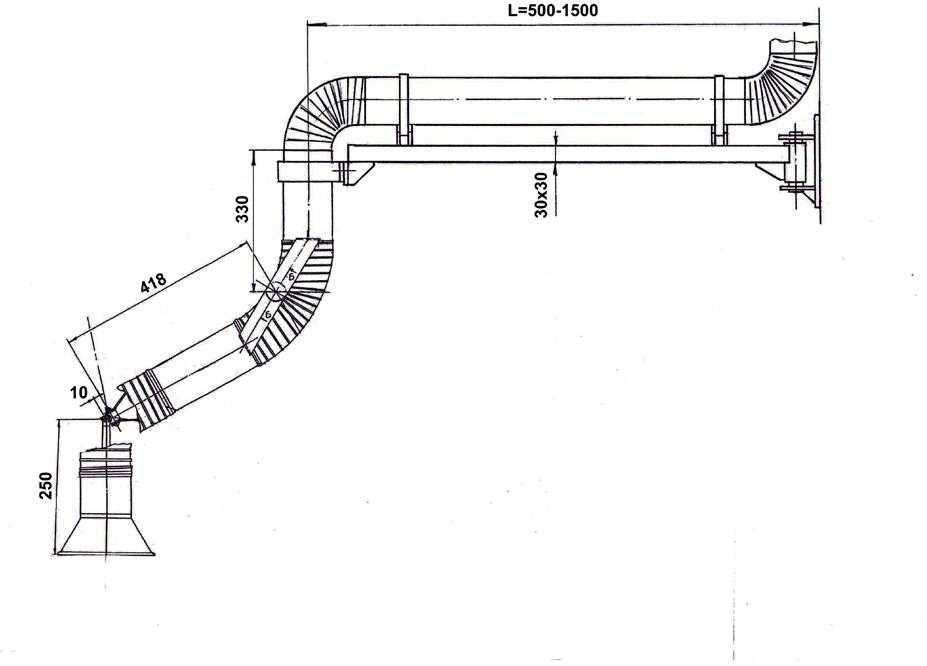
Местная вытяжка
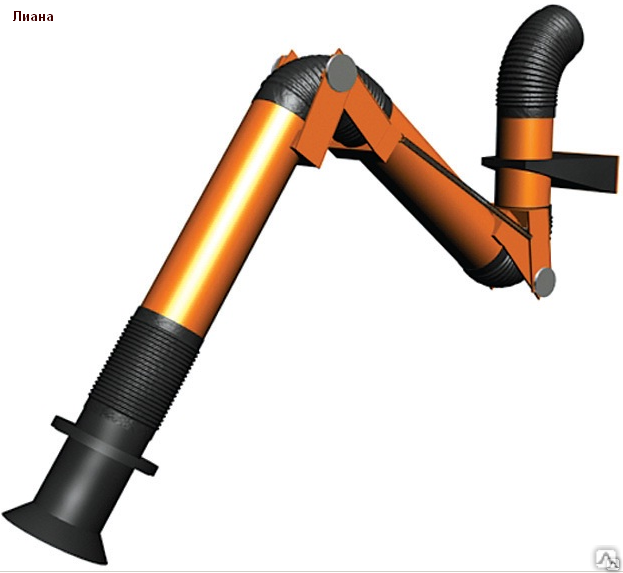
Для отвода газов из рабочей зоны необходимо установить колосниковую решетку с расположенным снизу каналом. В системе вентиляции предусматривают фильтр с сеткой для гашения искр и улавливания капель расплавленного металла и флюса. Производительность вентилятора с электрическим приводом достигает 5,5 тыс. м³/час (зависит от объема цеха и количества газов). Если на столе невозможно установить решетку, то применяют передвижные фильтровентиляционные установки с гибкими рукавами, подводимыми к рабочей зоне.
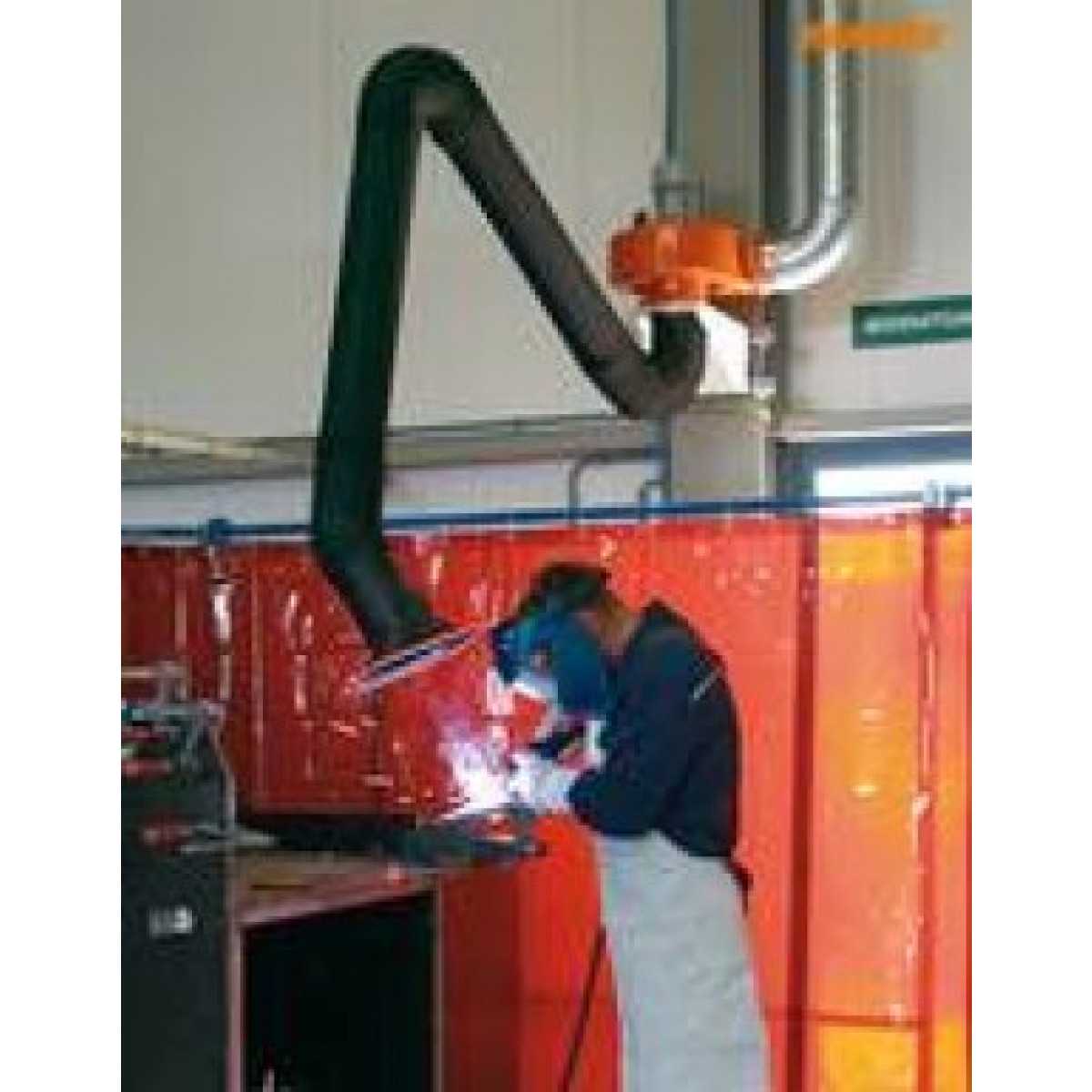
![]()
Местная вытяжка на сварочном столе.
Сварщик вручную подводит вентиляционный раструб к рабочей зоне и фиксирует в заданном положении. Свежий воздух подается в нижнюю часть цеха. Допускается организация его притока вверх с принудительным отводом к рабочему месту сварщика.
Общеобменная вентиляция
В состав системы входят раздельные вентиляционные установки, обеспечивающие обмен воздушных масс в помещении. Предусмотрено фильтрационное оборудование для отделения посторонних частиц. Такое оснащение должно обеспечивать цех свежим воздухом с учетом максимальной производительности установленной аппаратуры. Нормативами предусмотрена организация общеобменной системы при использовании от 200 г материала электродов за 1 час рабочего времени на 1 м³ объема помещения. Если эти параметры ниже, воздухообмен обеспечивается естественным путем.
![]()
Схема общеобменной вентиляции.
Стандарты предусматривают поддержание 10-кратного воздухообмена в помещениях с обеспечением скорости циркуляции потоков в вертикальном направлении от 0,1 м/сек (для отвода пыли и газов из зон, расположенных вне сварочных постов).
Варианты для замкнутых пространств
Для организации воздухообмена в таких помещениях применяют:
- Систему принудительной подачи очищенной атмосферы с одновременным удалением загрязнений во всем объеме.
- Отвод вредных веществ из рабочей зоны с обеспечением воздухообмена естественным путем через вентиляционные прорези.
- Вентилирование зоны около органов дыхания сварщика (например, путем принудительной подачи очищенной атмосферы под маску или щиток).
Рекомендуем к прочтению Описание сварочного трансформатора
При проведении работ в закрытых помещениях необходимо использовать вентиляторы высокого давления с увеличенной производительностью и эластичные шланги. Рукава подсоединяют герметичными муфтами, выдерживающими заданный напор потока. В зимнее время предусматривают подогрев. Скорость движения потока для ручной сварки должна находиться в пределах 0,7-2,0 м/сек. Направление циркуляции обеспечивает отвод вредных газов от органов дыхания. Если предполагается работа 2 сварщиков, то необходимо обеспечить рассеивание примесей до значений ПДК.
Циркуляция в замкнутых условиях улучшается при использовании системы отвода загрязнений. Для предотвращения попадания частиц металла и дыма в помещение необходимо откачивать на 10-15% больше воздуха, чем подается по нагнетательному каналу.
Помимо стационарных установок допускается использование передвижных агрегатов (например, при сварке цистерн или иных резервуаров на открытом пространстве).
Вентиляция гальванического цеха
Опасность представляют щелочные, кислотные, электролитные пары, цианистый водород, присутствуют избыточные тепло-влажностные показатели. Вентиляционная система обязательно должна отвечать нормам пожарной безопасности, изготавливаться из нержавеющих материалов, либо покрываться антикоррозийной защитой.







Нормы вентиляции определяют кратность воздухообмена гальванического цеха равную 3 (помещения для производства цианистых солей, других растворов). Приток подается сверху, 5 % от него должны попадать в находящиеся рядом отделения. Удаляемый общей вентсистемой воздухопоток обязательно фильтруется от вредных примесей.
В качестве локального вентилирования используются бортовые отсосы для резервуаров с кислотой, цианистым раствором. Вытяжки оснащаются взрывобезопасными вентиляторами с дополнительным резервным механизмом. Удаляемый воздух должен очищаться перед выбросом наружу.
Обеспечение ПДК древесной пыли в воздухе рабочей зоны
Для рабочей зоны производственных помещений существуют свои нормативы качества воздуха – среднесменная, или максимально разовая ПДК. У древесной пыли среднесменная ПДК равна Срз = 6 мг/м3 и сохраняется много лет. По СНиП допустимая концентрация вредностей в приточном воздухе составляет 30 % от ПДК в воздухе рабочей зоны, т. е. в нашем случае Спр = 1,8 мг/м3.
При работе станков образуется пыль (размеры частиц до 200 мкм), опилки, стружка. Зону выделения пыли локализуют путем использования различных видов кожухов, укрытий. Кожух имеет выходной патрубок для подключения к аспирационной системе. Его ориентация в пространстве по возможности должна совпадать с траекторией движения образующихся частиц.
Все это устройство называют пылеприемником, или местным отсосом. У одного станка может быть до пяти и более пылеприемников. Диаметр патрубка пылеприемника зависит от двух факторов:
— степени укрытия режущей части инструмента станка;
— количества выделяющихся отходов.
Полностью укрыть зону обработки не удается, т. к. необходимо подавать заготовку и убирать обработанную деталь. Путем отсоса воздуха в зазорах между кожухом и деталью требуется создать такую скорость движения воздуха, подсасываемого из помещения, чтобы воспрепятствовать выбиванию пыли наружу. Чем меньше зазоры и неплотности, тем меньше объем отсасываемого воздуха.
В пылеприемнике, таким образом, создается пониженное давление – разрежение. Некоторые зарубежные станки оборудуются датчиками давления и вообще не включаются без эффективной работы аспирационной системы. Пылеприемники конструируют, испытывают и устанавливают на заводе-изготовителе.
По-этому эффективность улавливания пыли может резко снизиться при зазорах уже в несколько сантиметров. В реальности часть пыли все равно попадает в воздух помещения и на пол. До недавнего времени в нормативных документах эффективность пылеприемников устанавливалась на уровне 90 %
Если учесть, что выделения пыли именно в деревообработке очень большие, то это очень низкий показатель. Четких цифр по эффективности работы местных отсосов ни в нормативной, ни в технической литературе автором не обнаружено.
Другой фактор, определяющий диаметр выходного патрубка, – это количество отходов, образующихся в единицу времени.
В системах аспирации используются пылевые вентиляторы, развивающие относительно небольшое полное давление – до 4 000–5 000 Па.
Поэтому масса отходов, перемещаемых 1 м3 воздуха, ограничена.
Напомним, что отношение массы перемещаемых отходов, кг/ч, к массовому расходу воздуха, кг/ч, называется расходной массовой характеристикой μ – безразмерная величина (1 м3 воздуха при стандартных условиях, t = 20 ºС, имеет массу 1,2 кг).
Если величина μ < 0,01, то при расчетах аэродинамического сопротивления системы аспирации влиянием массы отходов пренебрегают и расчет ведут как для «чистого» воздуха.
Максимальное значение величины μ не должно превышать 0,2. Из нашего опыта оно не превышает 0,1.
Выделение загрязнителей при сварке металлов
| Таблица 1. Выделение загрязнителей при сварке металлов | ||||||||
| Способ
сварки и марка сварочного материала |
Выделение загрязнителя, г/кг сварочного материала | Прочих загрязнителей | ||||||
| сварочого аэрозоля | соединения марганца | оксидов хрома | фтористого водорода | оксидов азота | оксида углерода | наимен. | кол-во | |
| Ручная дуговая сварка сталей электродами | ||||||||
| УОНИ-13/55 | 18,6 | 0,97 | — | 0,93 | — | — | фториды | 2,6 |
| УОНИ- 13/65 | 7,5 | 1,41 | — | 1,17 | — | — | фториды | 0,8 |
| АНО-4 | 6,0 | 0,69 | — | — | — | — | — | — |
| АНО-6 | 16,3 | 1,95 | — | — | — | — | — | — |
| АНО-11 | 22,4 | 0,87 | — | — | — | — | — | — |
| ЭА-606/11 | 11,0 | 0,68 | 0,6 | 0,4 | 1,3 | 1,4 | — | — |
| M33-III | 40 | — | — | — | — | — | — | — |
| ЦТ-15 | 7,9 | 0,55 | 0,35 | 1,61 | — | — | оксиды никеля | 0,39 |
| Ручная дуговая сварка чугуна | ||||||||
| ЦЧ-4 | 13,8 | 0,43 | — | 1,87 | — | ванадий | 0,54 | |
| Ручная дуговая сварка меди | ||||||||
| ЩЗЧ-1 | 14,7 | 0,47 | — | 1,65 | — | медь | 4,42 | |
| Вольфрам под гелием | 20 | — | — | — | — | — | вольфрам | 0,08 |
| медь | 2,1 | |||||||
| СрМ-0,75 (проволока) Ручная сварка алюминия | 17,1 | 0,44 | — | — | — | медь | 15,4 | |
| ОЗА-1 | 38,1 | — | — | — | — | — | аэрозоль оксида | 20 |
| алюминия | ||||||||
| Проволока | ||||||||
| ЭП-245 | 12,4 | 0,54 | — | 0,36 | — | оксиды железа | 11,5 | |
| ПП-106, ПП-108 | 12 | 0,7 | — | — | 0,8 | — | оксиды железа | 0,7 |
| Проволока | ||||||||
| СВ-08Г2С | 9,7 | 0,5 | 0,02 | — | 14 | оксиды железа | 7,48 | |
| СВ-Х19Н9Ф2СЗ | 7 | 0,42 | 0,03 | — | — | 14 | оксиды железа | 0,04 |
| СВ-10Х20Н7СТ | 8 | 0,45 | 0,03 | — | — | — | — | — |
| СВ-16Х16Н25М6 | 15 | 2 | 1 | — | — | оксиды никеля | — | |
| ЭП-245 | 12,4 | 0,61 | — | — | — | 3,2 | — | — |
| СВ-О8ХГН2МТ | 6,5 | — | 0,03 | — | 0,8 | 11 | оксиды титана | 0,4 |
| медь | 11 | |||||||
| Проволока | ||||||||
| МНЖ-КГ5-1-02-0.2 | 18 | 0,3 | — | — | — | — | оксиды никеля | 0,8 |
| КМЦ | 8,8 | 0,6 | — | — | — | — | медь | 6 |
| Проволока | ||||||||
| Д-20 | 10,9 | 0,09 | — | — | — | — | оксиды алюминия | 7,6 |
| АМЦ | 22,1 | 0,62 | — | — | 2,45 | — | — | 20 |
| АМГ-6Т | 50 | 0,25 | — | 0,33 | — | — | 8,5 | |
| Алюминиевая | 10 | — | — | — | 0,9 | — | — | — |
| Титановая | 14,7 | — | — | — | — | — | оксиды титана | 5 |
| Неплавящиеся электроды | 61 | — | — | — | — | — | оксиды алюминия | 28 |
| ОЗА-2/ак,ОЗА-1 | 38,5 | — | — | — | — | — | — | 20 |
| Сварка стали с флюсами | ||||||||
| ОСП-45 | 0,09 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,36 |
| ФЦ-2, ФЦ-6, ФЦ-7 | 0,09 | 0,01 | — | 0,05 | 0,005 | — | соединения кремния | 0,03 |
| ФЦ-11, ФЦ-12 | 0,09 | 0,05 | — | 0,02 | — | — | — | 0,05 |
| АН-22 | 0,12 | 0,01 | — | 0,02 | — | — | — | — |
| АН-26, АН-30, АН-42 | 0,08 | 0,05 | — | 0,03 | — | — | — | — |
| АН-60, АН-64 | 0,09 | 0,02 | — | — | — | — | — | — |
| АН-348А | 0,1 | 0,03 | — | 0,2 | 0,006 | — | прочие фториды | 0,16 |
| АНК-30 | 0,26 | 0,12 | — | 0,018 | — | — | соединения кремния | 0,05 |
| ЖС-450 | 5,8 | 0,142 | — | 0,18 | — | 22,4 | — | — |
| К-1 | 0,06 | 0,023 | — | 0,15 | — | 0,5 | — | — |
| К-8 | 4,9 | 0,13 | — | 17,8 | — | — | ||
| К-11 | 1,3 | 0,089 | — | 0,14 | 0,6 | — | — | — |
| Таблица 2. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны сварочных цехов | ||||
| Наименование вещества | ПДК, мг/м3 | Класс Опасности | Агрегатное состояние (а — аэрозоль, п — пары) | Примечание |
| содержание марганца в сварочных аэрозолях, масс.% | ||||
| до 20 | 0,20 | 2 | а | |
| до 20-30 | 0,10 | 2 | а | |
| хроматы, бихроматы | 0,01 | 1 | а | в пересчете на CrO3 |
| оксид хрома (Cr2O3) | 1,00 | 2 | а | |
| никель и его оксиды | 0,05 | 1 | а | в пересчете Ni |
| оксид цинка | 0,50 | 2 | а | |
| титан и его двуоксид | 10,00 | 4 | а | |
| алюминий и его сплавы | 2,00 | 2 | а | по Al |
| медь металлическая | 1,00 | 2 | а | |
| вольфрам | 6,00 | 3 | а | |
| двуоксид кремния аморфный в виде аэрозоля конденсации при содержании от 10 до 60 % | 2,00 | 4 | a | |
| двуоксид азота | 2,00 | 2 | п | |
| озон | 0,10 | 1 | п | |
| оксид углерода | 20,00 | 4 | п | |
| фтористый водород | 0,05 | 1 | п | |
| соли фтористоводородной кислоты: | ||||
| хорошо растворимые (NaF, KF) | 0,20 | 2 | а | по HF |
| плохо растворимые (AIF2, NaAIFd) | 0,50 | 2 | а | по HF |
| Таблица 3. Выделение загрязнителей при газовой и плазменной резке металлов | |||||||||||||
| Способ резки, вид и толщина металла | Выделение на м реза, г/м за 1 час работы, г/ч, в том числе оксидов | ||||||||||||
| Аэрозоля, всего в | Mg | Cr | Ni | Al | CO | NOx | |||||||
| г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч | г/м | г/ч |
| Резка газовая стали углеродистой толщиной | |||||||||||||
| 5 мм | 2,25 | 74 | 0,07 | 2,3 | 1,5 | 50 | 1,2 | 40 | |||||
| 10 мм | 4,5 | 130 | 0,13 | 3,8 | 2,2 | 6,3 | 2,2 | 65 | |||||
| 20 мм | 9 | 200 | 0,27 | 6 | 2,3 | 65 | 2,4 | — | |||||
| Резка газовая стали делигированной толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,12 | 4 | 1,3 | 43 | 1 | 35 | |||||
| 10 мм | 5 | 150 | 0,23 | 6,7 | 1,9 | 55 | 1,5 | 43 | |||||
| 20 мм | 10 | 225 | 0,47 | 10,5 | 2,6 | 57 | 2 | 45 | |||||
| Резка газовая стали марганцовистой толщиной | |||||||||||||
| 5 мм | 2,5 | 80 | 0,6 | 20 | 1,4 | 46 | 1,1 | 36 | |||||
| 10 мм | 5 | 140 | 1,6 | 35 | 2 | 58 | 1,6 | 47 | |||||
| 20 мм | 10 | 220 | 2,4 | 55 | 2,7 | 60 | 2,2 | 50 | |||||
| Резка газовая сплавов титана толщиной | |||||||||||||
| 4 мм | 5 | 140 | 4,7 | 130 | 0,6 | 17 | 0,2 | 6 | |||||
| 12 мм | 15 | 315 | 14 | 280 | 1,5 | 32 | 0,6 | 13 | |||||
| 20 мм | 25 | 390 | 22 | 345 | 2,5 | 38 | 1 | 16 | |||||
| 30 мм | 35 | 350 | 33 | 335 | 2,7 | — | 1,5 | — | |||||
| Резка плазменная стали углеродистой толщиной | |||||||||||||
| 10 мм | 40 | 810 | 0,12 | 24 | 1,4 | 7 | |||||||
| Резка плазменная стали низколегированной толщиной | |||||||||||||
| 14 мм | 6 | 790 | 0,18 | 24 | 2 | 265 | 10 | 130 | |||||
| 20 мм | 10 | 960 | 0,3 | 29 | 2,5 | — | 14 | — | |||||
| Резка плазменная стали легированной толщиной | |||||||||||||
| 5 мм | 3 | 990 | 0,14 | 46 | 1.5 | — | 6 | 200 | |||||
| 10 мм | 5 | 1370 | 0,24 | 66 | 1.9 | 470 | 10 | — | |||||
| 20 мм | 12 | 1600 | 0,58 | 77 | 2.1 | — | 13 | — | |||||
| Резка плазменная стали марганцовистой толщиной | |||||||||||||
| 5 мм | 4 | 790 | 0,72 | 140 | 1,4 | — | 7 | 128 | |||||
| 10 мм | 6 | 765 | 1,16 | 1,50 | 2 | 265 | 10 | — | |||||
| 20 мм | 10 | 920 | 1,73 | 170 | 2,5 | — | 13 | — | |||||
| Резка сплавов алюминия толщиной | |||||||||||||
| 8 мм | 3 | — | 2,5 | — | 0,5 | — | 2 | 612 | |||||
| 20 мм | 4 | 480 | 3,5 | 440 | 0,6 | 75 | 3 | — | |||||
| 80 мм | 6,5 | — | 8 | — | 1 | — | 9 | — | |||||
| Резка плазменная сплавов титана толщиной | |||||||||||||
| 10 мм | 3 | 455 | 2,7 | 425 | 0,4 | — | 11 | 160 | |||||
| 20 мм | 7 | 645 | 6,4 | 515 | 0,5 | 40 | 15 | — | |||||
| 30 мм | 12,5 | 680 | 12 | 640 | 0,6 | — | 19 | — |
https://youtube.com/watch?v=rDK-xg-Cp_A
https://youtube.com/watch?v=DxqTe0w5omE
https://youtube.com/watch?v=Ed9OcCByQng









Оборудование подачи воздуха
Для вентиляции цехов используют системы с различным направлением движения потоков:
- Горизонтального типа с одинаковой производительностью оборудования на подачу и откачку, имеющая ограничения по расстоянию между стенами;
- Вертикального образца, позволяющая улучшить циркуляцию и снизить в 2 раза мощность приточных вентиляторов. Оборудование для откачки воздуха располагают на высоте до 6000 мм от уровня пола. С увеличением высоты циркуляция масс ухудшается.
Горизонтальная система
При горизонтальном направлении потоков необходимо использовать оборудование, не допускающее зон застоя и равномерно распределяющее свежий воздух по объему помещения. Скорость движения потоков не менее 0,1 м/сек обеспечивается электрическим вентилятором и системой дефлекторов. Концепция подходит для помещений с небольшой площадью или объемом.
Например, для типового цеха размером 30х20 м достаточно вентиляторов, обеспечивающих суммарную производительность не ниже 7 тыс. м³/час. Нагнетатели монтируют на поверхности стен на высоте до 4000 мм, что обеспечивает равномерное распределение потоков.
На противоположных перегородках устанавливают вентиляторы с аналогичной производительностью, обеспечивающие отвод загрязненного воздуха. Подобная схема эффективна при расстоянии между стенами до 100 м. В противном случае необходимо предусмотреть дополнительные вентиляционные установки.
Вертикальный воздухообмен
Такая система предусматривает установку вентиляторов в подвале, которые нагнетают поток через шахты. Каналы располагают на поверхности пола и закрывают защитными металлическими решетками с ячейками размером не более 50х50 мм. Скорость потоков на входе в помещение не должна падать ниже 0,1 м/сек (на выходе из раструба вентилятора воздух разгоняется до 4,5 м/сек). Производительность откачивающих вентиляторов на крыше здания в 2 раза превышает возможности приточных, что обеспечивает ускоренную очистку атмосферы в цеху от посторонних веществ.
![]()
Вертикальная система вентиляции.
Необходимость вентиляции в помещении со сваркой
Сварочные работы относятся к категории вредных процессов по причине выделения множества опасных веществ, включая оксиды железа, хрома и марганца, соединения фтора и двуокись кремния. Они опасны для здоровья человека и наносят вред окружающей среде, поэтому каждое помещение, где проводится сварка на постоянной основе, дополняются вытяжками.
Вентиляция сварочного цеха решает несколько основных задач:
- выведение химических компонентов, представляющих угрозу;
- создание и поддержание оптимального микроклимата внутри помещения с учетом его температуры, влажности и в соответствии с нормативами ГОСТа и СНиПа;
- непрерывная подача кислорода.
Воздухообмен в цехах, сварочных участках и постах должен осуществляться в автономном режиме. Если промышленное помещение для сварки находится в одном здании с другими, в них не обустраивают совмещенную вентиляцию. Также не рекомендуется проектировать системы с циклическим и повторным применением воздушных масс. В процессе работ не применяют естественную систему, поскольку существенное выделение тепла в этом случае отсутствует. Перед подачей внутрь пространства воздух доводят до необходимой температуры с учетом погодных условий на улице.
Помимо установки вытяжки для защиты сварщиков от излучения применяют различные средства, в том числе теплоизоляцию нагревающихся поверхностей и экранирование. Теплоизоляционные работы считаются наиболее эффективным способом уменьшить интенсивность лучей и предотвратить возможные ожоги. Специальные материалы и конструкции, например, бетон, кирпич, асбест и войлок используют для оборудования рабочих мест в сочетании с экранами или отдельно от них.
Методы расчета систем искусственной вентиляции
Основная цель расчета общеобменных систем искусственной вентиляции — определить количество воздуха, которое необходимо подать и удалить из помещения При расчете вентиляции в цехах, воздухообмен, как правило, определяют расчетным путем по конкретным данным о количестве вредных выделений (тепла, влаги, паров, газов)
Для цехов, где выделяются вредные вещества, воздухообмен определяют по количеству вредных газов, паров, пыли, которые поступают в рабочую зону, с целью разбавления их приточным воздухом до предельно допустимых концентраций:
(2.1)
где U — количество вредных выделений в цехе, мг/ч;
к1, — предельно допустимая концентрация вредных выделений в воздухе цеха, мг/м3,
k2 — концентрация вредных выделений в приточном воздухе, мг/м3.
В соответствии со СНиП k2 ≤ k1.
Для помещений, где вредные выделения отсутствуют (или количество их незначительно) приток (вытяжку) воздуха можно определить по кратности воздухообмена (k) — отношения объема вентиляционного воздуха L (м3/час) к объему помещения Vп (м3):
(2.2)
Кратность воздухообмена показывает сколько раз в течение часа необходимо поменять весь объем воздуха в данном помещении для создания нормальных условий воздушной среды. Определив по справочнику кратность воздухообмена при известном объеме помещения можно рассчитать объем приточного воздуха или вытяжки.
Для помещений, в которых отсутствуют вредные выделения и избыточное тепло и нет необходимости в создании метеорологического комфорта можно использовать формулу:
(2.3)
где l —
минимальная подача воздуха на одного работающего в соответствии с санитарными нормами (при объеме помещения на одного работающего, до 20 м3 – 30м3/ч, a при объеме больше 20м3 — 20 м3/ч);
n — количество работающих в помещении.
При расчете местной вытяжной вентиляции количество воздуха, удаляемое местным отсосом (зонт, панель, шкаф) можно определить по формуле:
(2.4)
где F — площадь сечения отверстия местного отсоса, м2;
v — скорость движения удаляемого воздуха в этом отверстии (принимается от 0,5 до 1,7 м/с в зависимости от токсичности и летучести газов и паров).
Естественная и искусственная вентиляции должны отвечать следующим санитарно-гигиеническим требованиям.
— создавать в рабочей зоне помещений соответствующие нормам метеорологические условия труда (температуру, влажность и скорость движения воздуха);
— полностью удалять из помещений вредные газы, пары, пыль и аэрозоли или растворять их до предельно допустимых концентраций;
— не вносить в помещение загрязненный воздух снаружи или путем засасывания из смежных помещений;
— не создавать на рабочих местах сквозняков или резкого охлаждения;
— быть доступными для управления и ремонта в процессе эксплуатации;
— не создавать в процессе эксплуатации дополнительных неудобств (например, шума, вибраций, попадания дождя, снега)
Следует учесть, что к вентиляционным системам, установленным в пожаро- и взрывоопасных помещениях предъявляется целый ряд дополнительных требований, которые в этом разделе не рассматриваются.
Кондиционирование воздуха
– это создание и автоматическое поддержание в помещениях постоянных или изменяющихся по программе определенных метеорологических условий, наиболее благоприятных для работающих или требуемых для нормального протекания технологического процесса. Кондиционированние воздуха может быть полным и неполным. Полное кондиционирование воздуха предусматривает регулирование температуры, влажности, подвижности и чистоты воздуха, а также, в ряде случаев, возможность его дополнительной обработки (обеззараживания, ароматизации, ионизации). При неполном кондиционировании регулируется только часть параметров воздуха.









Кондиционирование воздуха осуществляется кондиционерами, которые подразделяются на центральные и местные. Центральные кондиционеры предназначены для обслуживания больших за размерами помещений.



